
Common Print Quality Problems and Solutions - Bambu Lab
Clogs
Clogging is a common problem in 3D printing, which can be divided into two types: extruder clogging and nozzle clogging. You can refer to this wiki for troubleshooting and cleaning: How to Check Which Part is Clogged | Bambu Lab Wiki . And it is better to confirm in advance whether the nozzle and heated bed temperature are set correctly for the printing filaments: Filament and Build Plate Compatibility and Parameter Settings | Bambu Lab Wiki
Extruder clogging
Extruder clogging is usually caused by the deformation of the filament stuck inside, which prevents smooth extrusion and discharge. The common causes and corresponding solutions are as follows:
1. The temperature of the printer chamber is too high, and the filament such as PLA and PETG will be squeezed by the gear after becoming soft and stuck in the extruder gear.
- Reduce the temperature of the heated bed appropriately.
- Open the front door or top cover of the printer to dissipate heat during printing.
- It is preferable to use a filament with a high heat deformation temperature (we recommend using the official Bambu filament).
2. The extruder gear is abnormal, resulting in uneven extrusion
- Set the nozzle temperature to 220℃, insert the PLA filament and press "E+" to extrude it, then observe whether the nozzle extrudes the filament smoothly. If the extruded filament can fall vertically, the length is large and the appearance is smooth, it means that the inner channel of the nozzle is smooth and the extrusion gears are normal. If the length of the extruded filament is small and the appearance is rough, it means that the inner channel of the nozzle has been narrowed or there is an abnormality in the extrusion gears. So you need to remove the nozzle screws first, set the nozzle temperature to 220℃, and then manually push a section of the PLA filament into the nozzle. If the extrusion is smooth, it indicates that the nozzle is good. Disassemble the extruder to check whether the gear is worn or blocked by foreign matter, and replace or clean it. Check out this wiki: Extruder clogging.
3. The filament is too soft
- Some too soft filaments, such as TPU 85A, wet PVA, etc., may be flattened by the extruder gears and cause clogging. Please avoid using such filaments for printing.
4. The diameter of the filament is too large or too small
- Sometimes the filament can become thicker due to bending or compression, or thinner due to wear of the extruder gear, resulting in the inability to extrude normally. You should remove the filament and remove any abnormal parts before printing.
Nozzle clogging
Nozzle clogging is usually caused by insufficient temperature or particles inside the nozzle that prevent the molten filament from extruding smoothly. To solve the problem, you can try the following methods:
1. The nozzle melting speed is too slow, which causes clogging:
- The nozzle temperature is too low, which will prevent the filament from extruding smoothly. You need to check if the correct printing temperature is set. If the nozzle still cannot extrude the filament smoothly, the nozzle heater may be damaged and needs to be replaced.
- When the printing speed is too high (e.g. selecting "Ludicrous Mode"), the filament will remain in the nozzle for too short a time and will not melt completely, resulting in clogging of the nozzle. Clean the nozzle and reduce the printing speed (or increase the printing temperature appropriately), then print again.
2. The channel inside the nozzle is narrow, which prevents the molten filament from being extruded smoothly.
- After printing a filament containing fibers and other particles (such as PAHT-CF, PA-GF, etc.), the inside of the nozzle may be partially clogged due to residue and particle accumulation, so the nozzle needs to be cleaned and unclogged frequently. The method for unclogging and cleaning is as follows: remove the hot end screws, increase the temperature to 250-280℃, and then scrape the inside of the nozzle with metal parts such as an Allen wrench, wash it with new filament, and unclog it with a needle until it can be extruded smoothly (judged by extruding PLA filament at 220℃). Nozzle clogs If the nozzle can no longer be unclogged, you need to replace it with a new one ( Replacing the Hot End/Ceramic Heater/Thermistor/Cooling Fan | Bambu Lab Wiki ). Also, when printing these filaments, it is recommended to use 0.6mm or 0.8mm nozzles to reduce the risk of nozzle clogging; do not use 0.2mm nozzles as the risk of nozzle clogging is extremely high. For better printing of these filaments, refer to the wiki: Tips for Printing Engineering Materials like PAHT-CF | Bambu Lab Wiki
- After the nozzle has been used for a long time, there will be more residue inside, which may also lead to poor extrusion. It is necessary to clean the inside of the nozzle until the extrusion is smooth. If it cannot be cleaned, it is recommended to replace a new nozzle.
- After printing PAHT-CF, PET-CF, PPA-CF, PPA-GF, PPS, PPS-CF and other high temperature materials with high melting temperature, when you want to print PLA, TPU, PETG and other low temperature materials with lower printing temperature and lower hardness, it is recommended to first set the nozzle temperature to 250 - 300 °C. Then, manually take out the high temperature material, insert the low temperature material to be printed, and then manually insert it to ensure that the residue of the high temperature material and the new low temperature material have been extruded. Then, set the nozzle temperature to 220 - 240 °C, and continue to extrude when the temperature drops. When it is stable, continue to extrude and ensure that the new material can be extruded properly from the nozzle. Finally, prepare for the next printing. If you find that extrusion does not occur when washing the last material with the new material, you need to increase the nozzle temperature and use a needle to clean it.
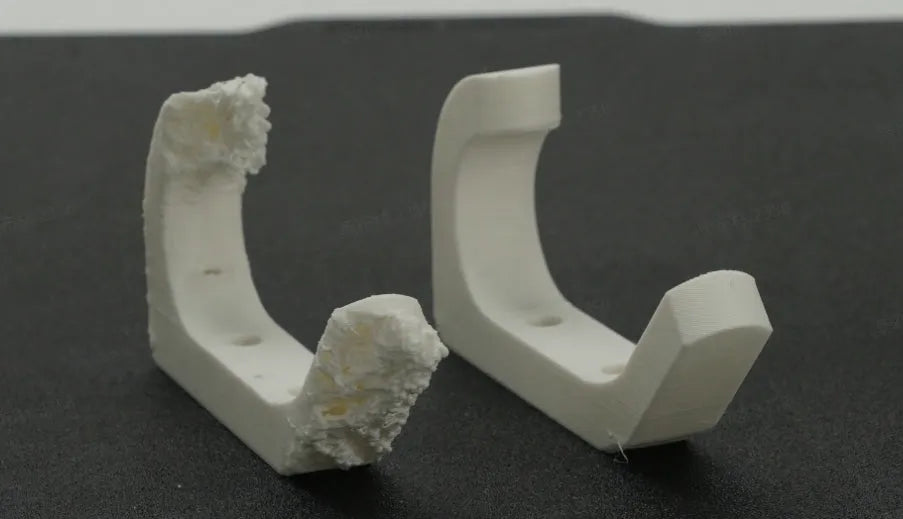
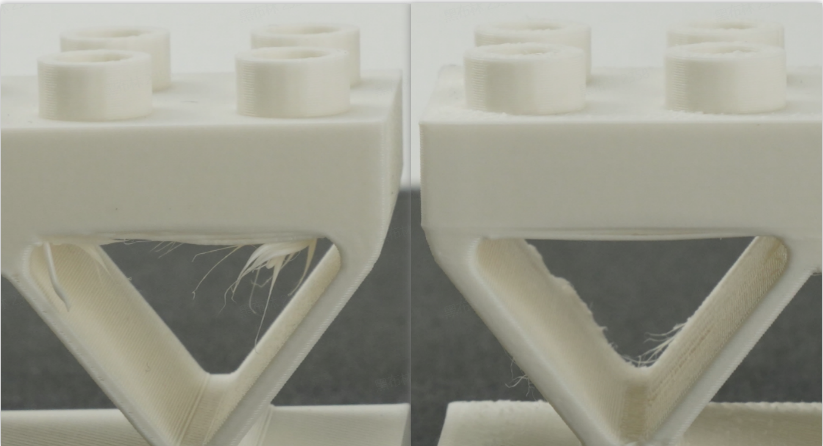
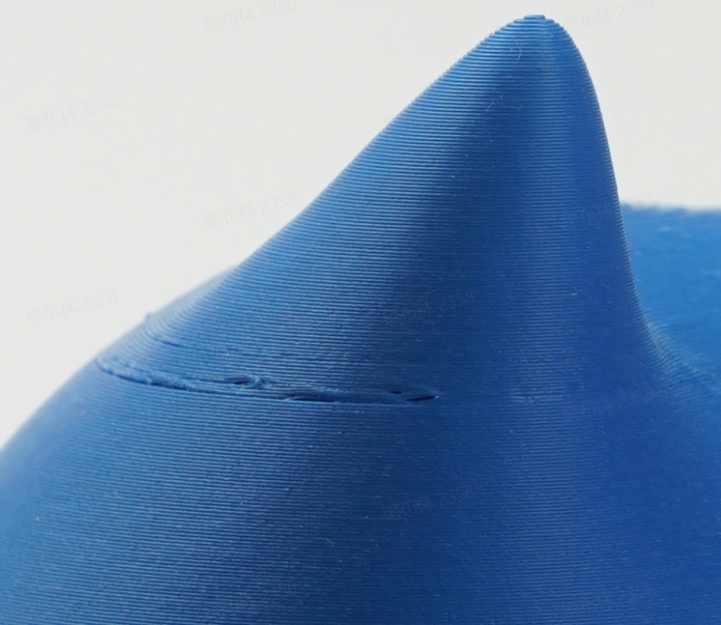
Poor quality of the overhang
Cause: When printing on the protruding surface, the extruded filament does not cool down in time and binds to the specified position, causing it to fall off, which usually manifests as follows:

It is recommended to try the following methods:
1. Enable support.
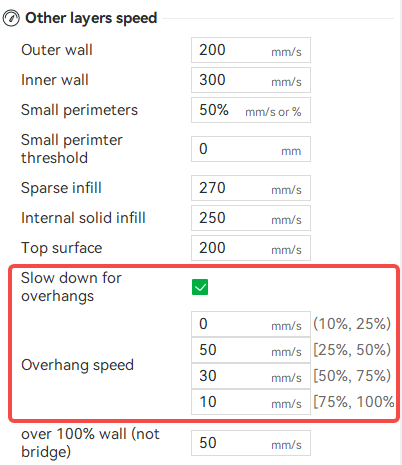
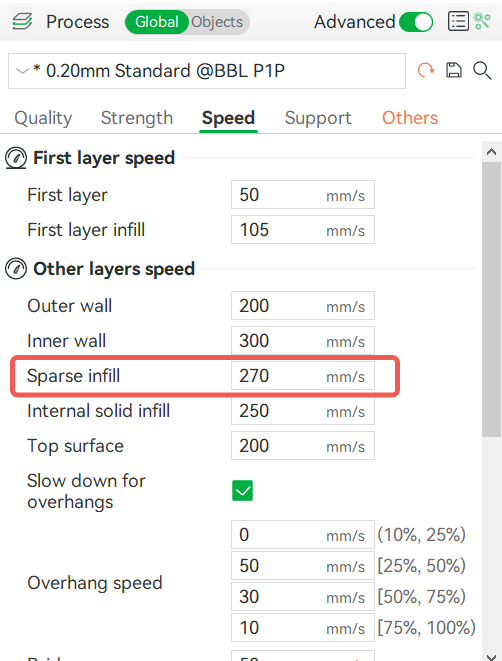
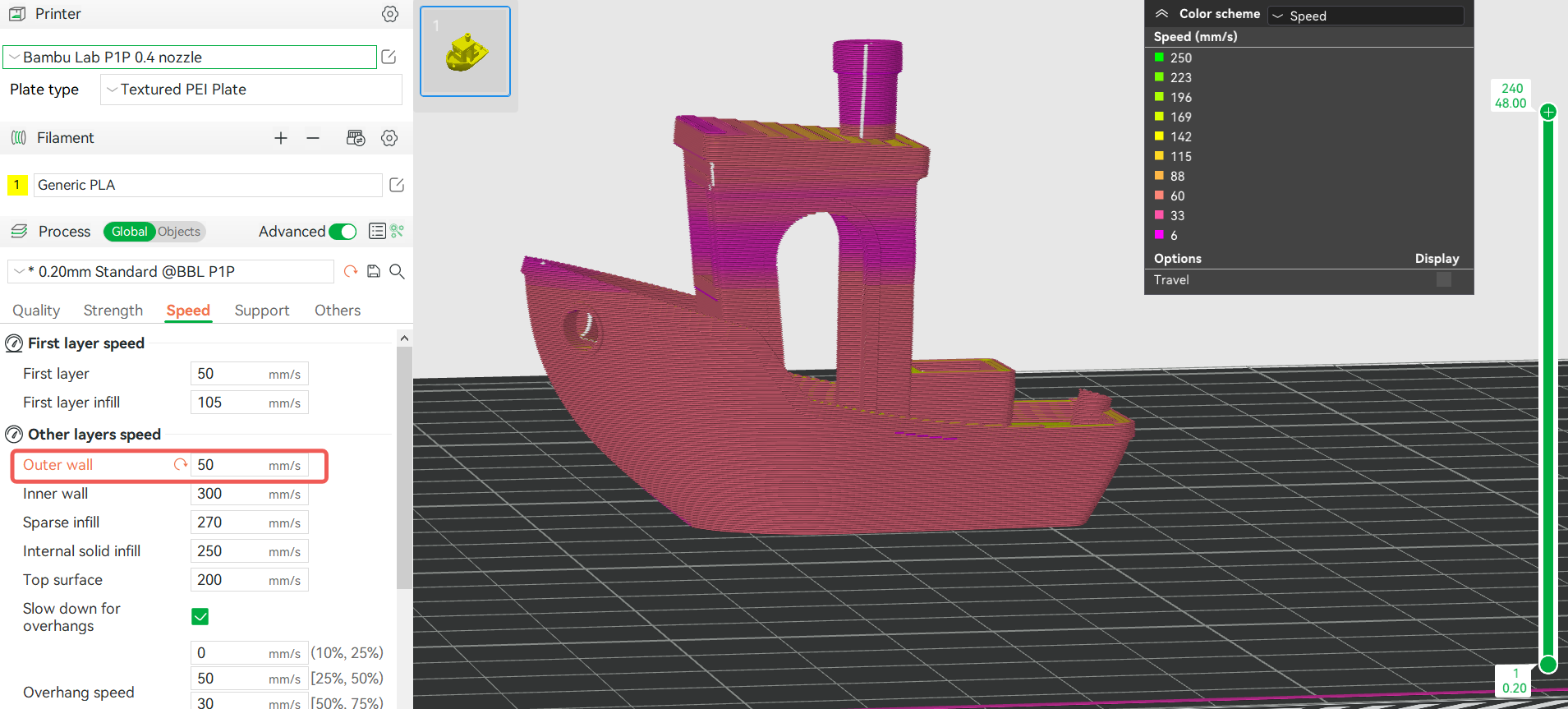
2. Reduce the print speed appropriately or enable "Slow down for overhang" and further reduce the overhang speed if necessary (as shown in the image below)
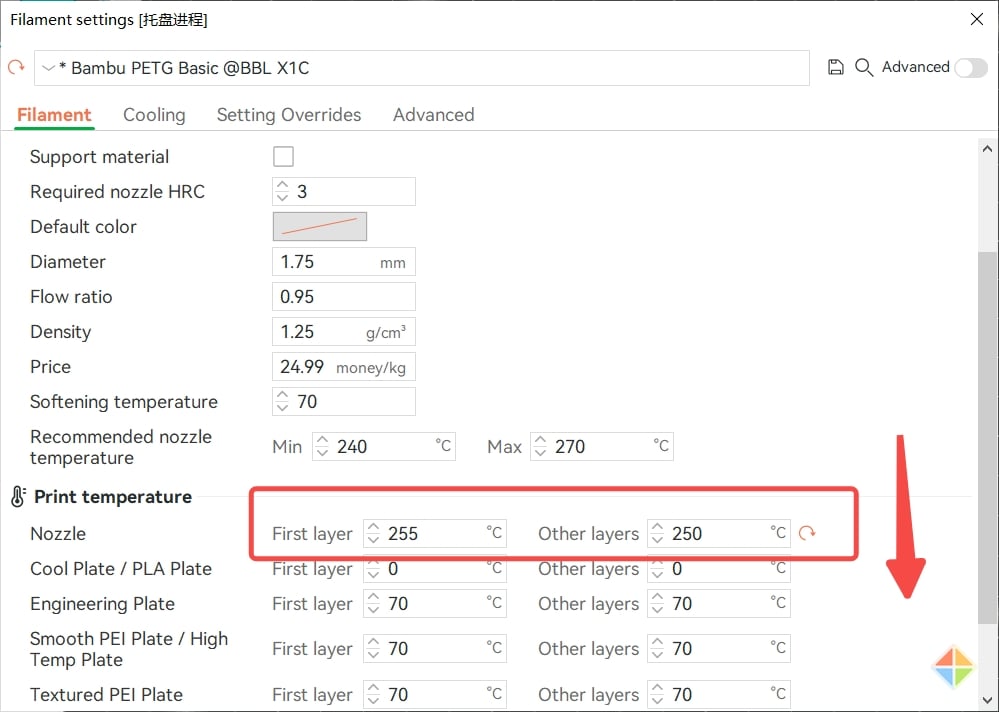
3. Reduce the nozzle temperature appropriately. When the protruding part is printed at a slower speed, the nozzle temperature can be lowered for printing, which also helps to reduce the need for cooling.
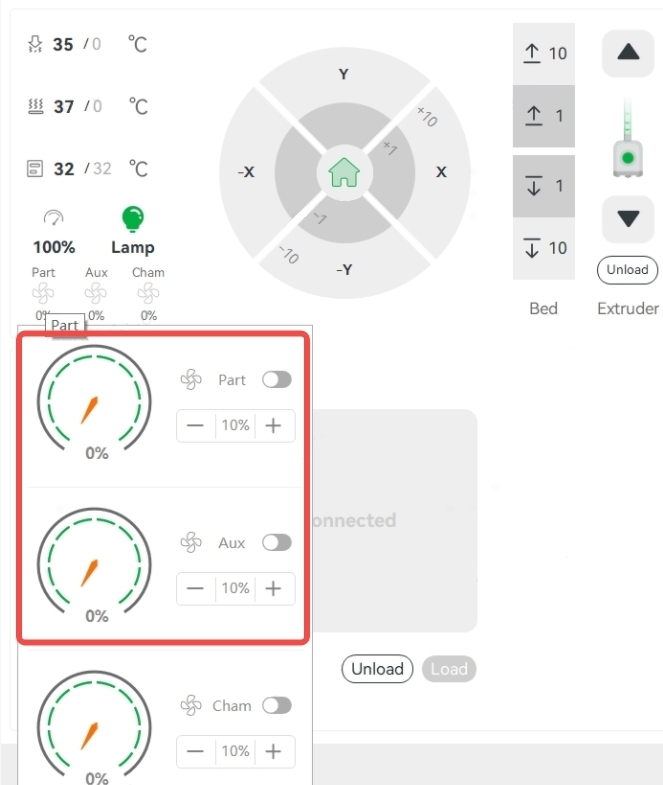
4. Increase the speed percentage of the auxiliary part cooling fan and part cooling fan appropriately. If the overhang quality is consistently poor, check whether the part cooling fan and auxiliary part cooling fan are working properly during the printing process. You can test this by changing and adjusting the fan speed percentage in the slicer (as shown below).
5. Open the front door and the top glass cover of the printer for better heat dissipation. (This is generally only applicable to PLA, PETG, and TPU filaments. Doing this for other filaments may cause warping and poor layer adhesion due to the excessively low chamber temperature.)
Poor quality of scaffolding
Poor bridging quality is caused by the extruded filament not being joined smoothly. The common causes and corresponding solutions are as follows:
1. Bridge distance is too long . Please enable support.
2. The bridge speed is too high and the bridge flow is too low, causing the bridge to tear : reduce the bridge speed appropriately or (and) enable "Thick Bridges".
3. The bridge speed is low and the bridge flow is high, causing the bridge to fail : either increase the bridge speed appropriately or (e) reduce the bridge flow.
4. Insufficient cooling of connecting filament : Adequately reduce the nozzle temperature and increase the speed ratio of the auxiliary part cooling fan and hotend cooling fan to speed up cooling.
Deformation, fall or collapse of the model
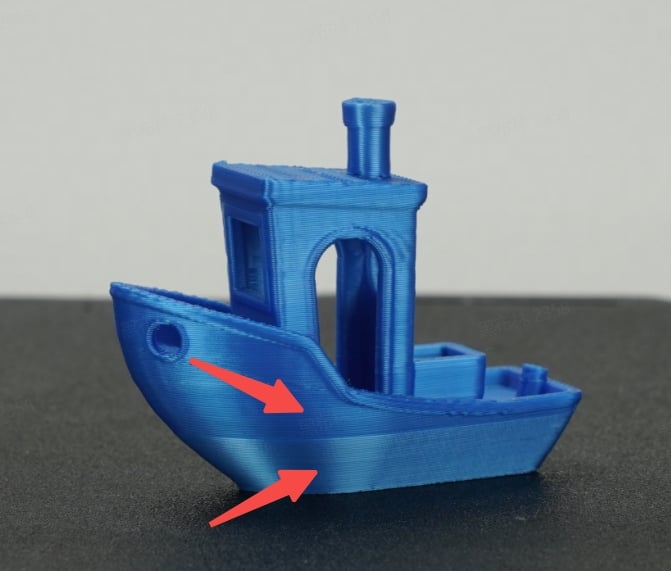
The warping, falling or collapsing of the print is usually caused by shrinkage during printing and insufficient adhesion to the print plate. After warping, a horizontal line may appear on the print surface due to the short distance between the warped part and the nozzle, resulting in flattening and overflow of the layer extrusion. As shown below:
Below are possible causes of the problem and their solutions:
1. The model is too thin and tall, with a high center of gravity, and the printing process stops and collapses due to vibration .
- Enable support.
- Decreasing the printing speed and acceleration.
- To change the layout before cutting, try laying the model flat or cutting the model and printing it.
2. Print with nozzle depressed.
- If the nozzle temperature is insufficient, the filament melting is not enough during high-speed printing, and the extruded melt has higher stickiness and lower flowability, which causes the nozzle to easily scratch the print. In this case, it is recommended to increase the nozzle temperature appropriately. In addition, if the nozzle or print is partially blocked with the blockage, it may also cause the nozzle to hit the print during the printing process. In this case, it is recommended to clean the nozzle appropriately and then print it again with the reduced nozzle temperature and printing speed.
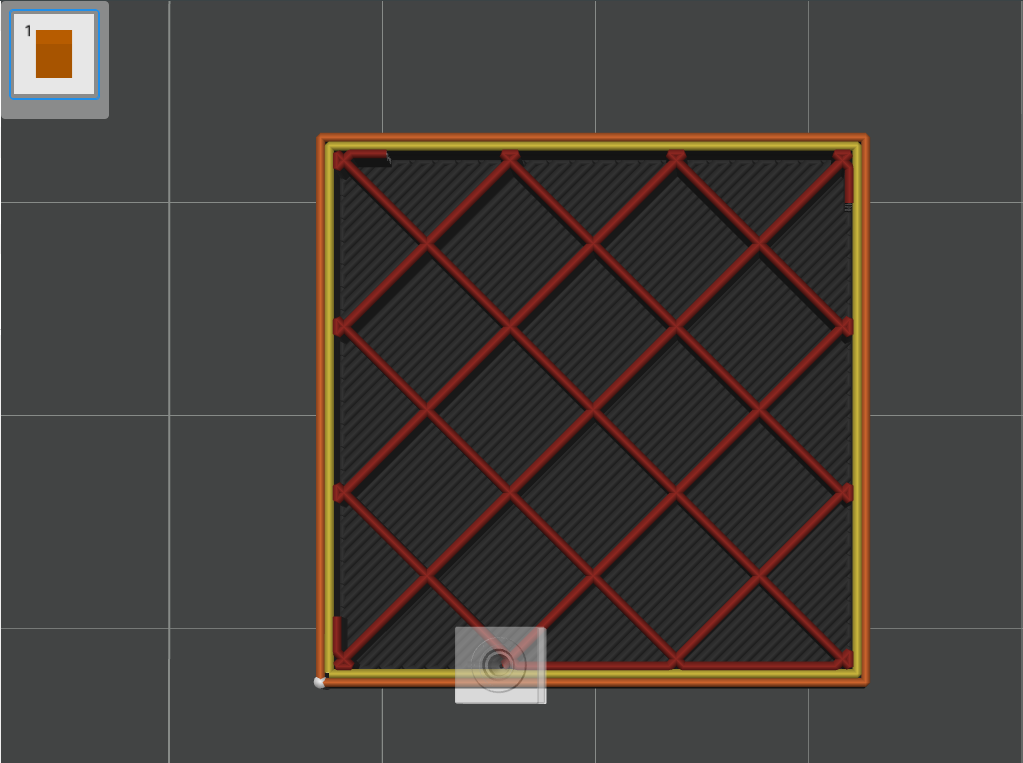
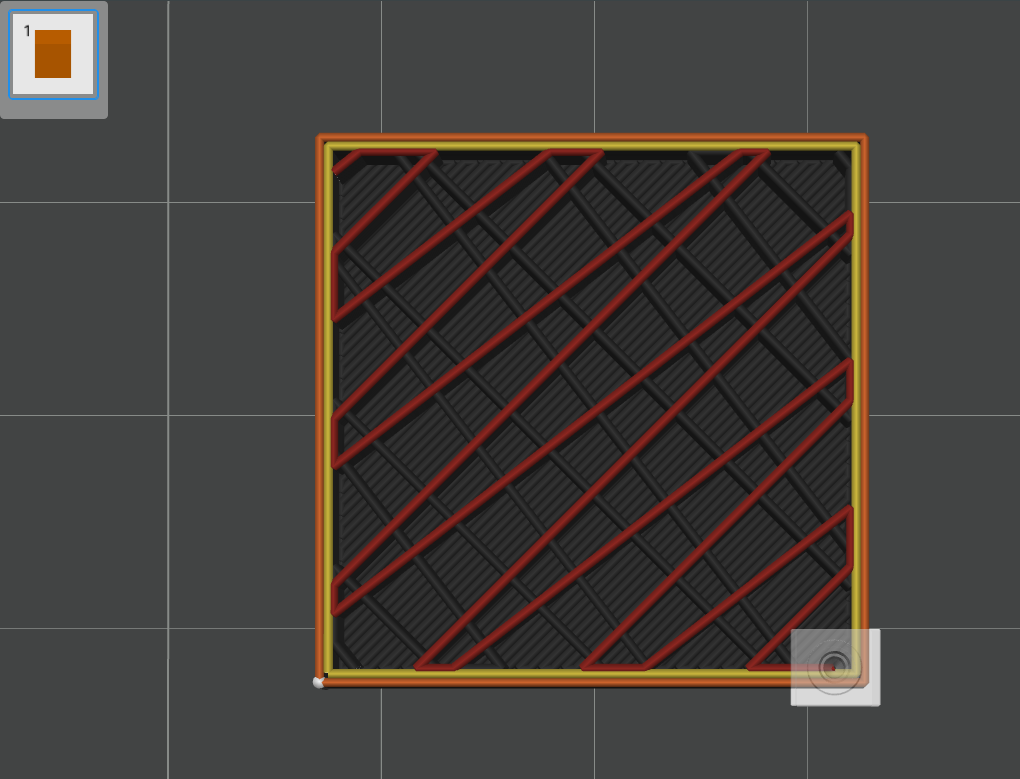
- Some infill patterns (such as Grid, Triangles, etc.) have crossovers within a single layer, so the nozzle will scratch the infill at the crossover point, which usually does not have a big impact on the print. And if this happens and affects the adhesion of some prints, you can try to slow down the infill printing speed or change the infill pattern without crossover points, such as Line, Rectilinear, Gyroid, or Concentric.
3. Print warping is usually caused by insufficient adhesion between the model and the build plate, too rapid cooling of the model, or excessive partial shrinkage of the model. The larger the size of the prints, the easier it is to shrink, and the higher the infill density, the easier it is to shrink; ABS, ASA, PC, POM, PP, PA, and PA-CF are more likely to shrink.
- The bed temperature is too low and therefore the adhesion of the print to the heated bed is not sufficient : increase the heated bed temperature appropriately.
- The chamber temperature is too low and the fan speed is too high, resulting in the model cooling too quickly : Increase the heated bed temperature appropriately, close the front door of the printer, cover the top cover, and reduce the fan speed appropriately.
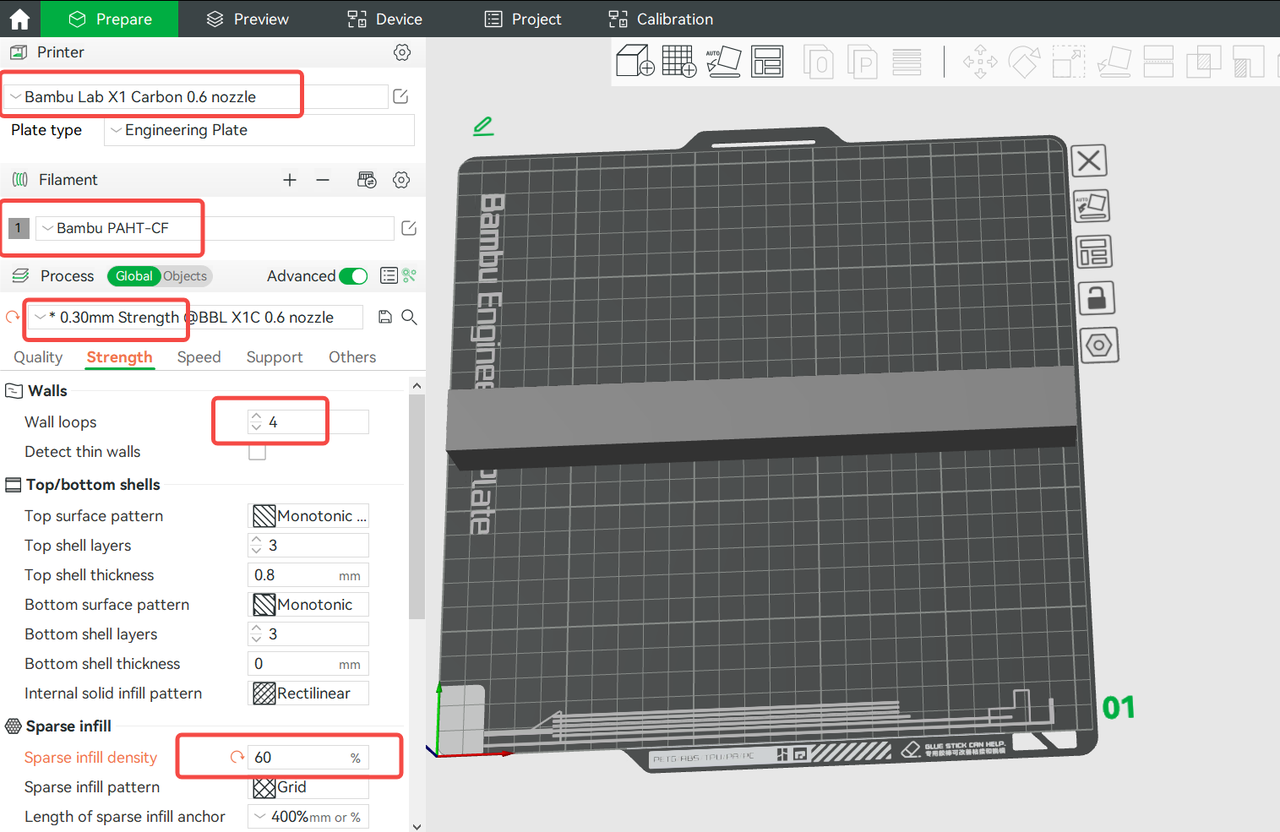
- Large model size and high infill density - If your prints size is large and the infill density is set to high, such as 60% (the default is 15%), and there is warping, please adjust it accordingly. In addition, the infill pattern with more straight lines is more likely to shrink, you can change the infill pattern in Gyroid to reduce the risk of shrinkage. For some of the structural parts with high strength requirements, you can set 5 layers of walls and about 25% infill density, and try to avoid using more than 50% infill density to reduce the tendency of shrinkage; for most of the non-structural parts with low strength requirements, you can directly choose the default 2 layers of walls and 15% infill density.
Insufficient adhesion between the print model and the build plate.
- The build plate used does not match the "bed type" selected in the slicer - Often a filament can be printed on different build plates using different bed temperatures, and if the wrong build plate type is selected, there is a risk of poor adhesion due to insufficient adhesion. In addition, PEI textured build plates have particles on the surface, so after leveling the heated bed, the printer will lower the nozzle by 0.04mm to ensure good first layer adhesion. If you print on a PEI build plate and select another build plate in "bed type" during the slicer, the nozzle height will be too high, affecting the first layer adhesion.
- The heated bed is not leveled properly : Clean the platen and nozzle first, then level the heated bed and print again.
- Dirty or damaged print plate : Clean the print plate (with water and detergent) or replace the sheet or print plate with a new sheet or plate.
- Insufficient brim : activate the brim and increase its width.
- Not glued properly : Apply glue evenly on the surface of the print plate before printing.
- The heated bed temperature is too low . Increase the heated bed temperature appropriately.
Another solution:
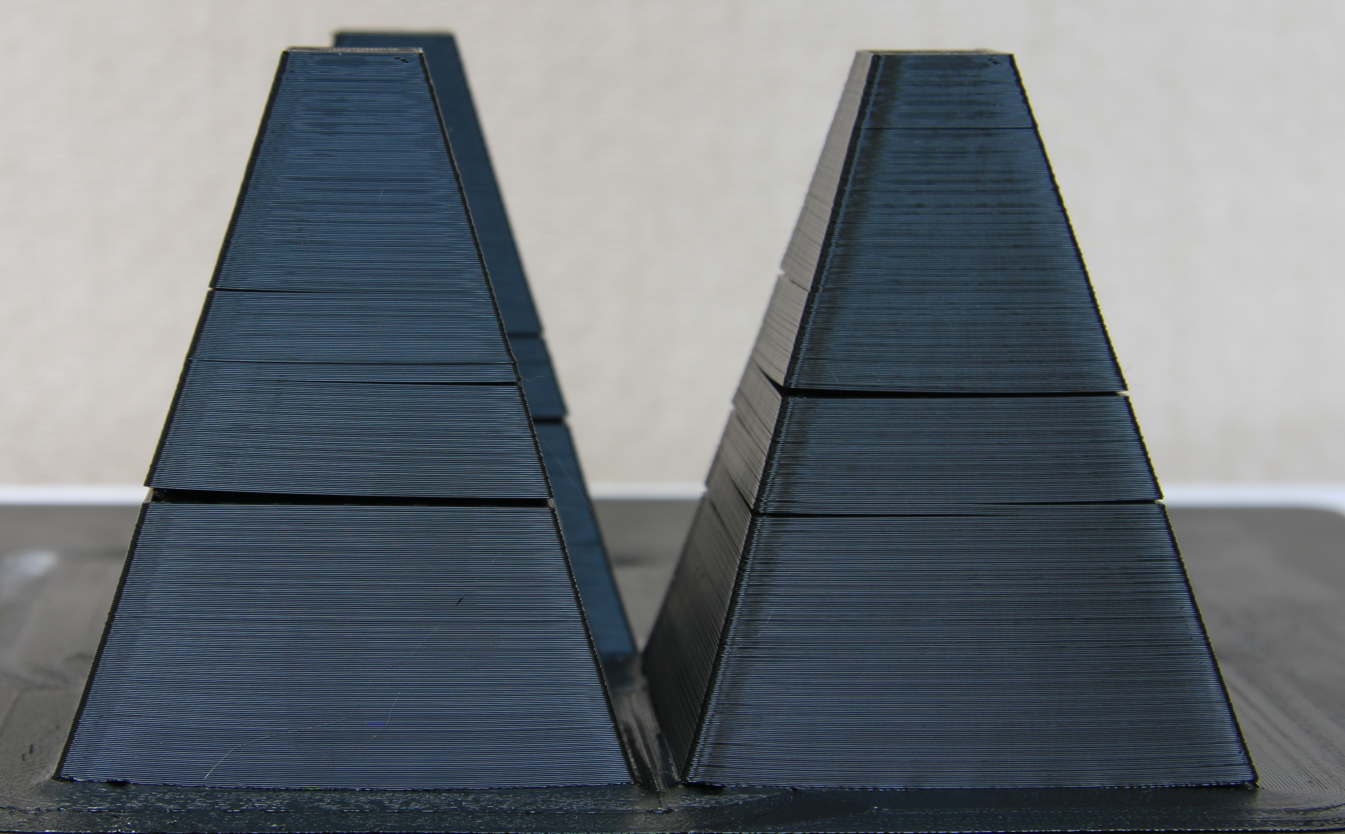
(1) The model itself: Avoid printing large models with a large surface area in direct contact with the heated bed. If you need to print a large model, consider dividing it into smaller parts or rotating the model at an angle. Tilting the larger part at an angle of about 45° in the Z direction can be helpful. It is important to note that the interlayer strength of a model is usually significantly lower than the vertical interlayer strength, which means that the strength in the Z direction is usually significantly lower than the strength in the X and Y directions. Therefore, if you require a high load-bearing capacity for a model, avoid having the layers bear the main load. When arranging models, ensure that the interlayer does not become the primary load-bearing area. For example, if you want to print a large structural part that needs to bear a high load with PA-CF, you can refer to the following image for the arrangement.
Arranging the models as shown in Figure A results in a large contact area between the model and the heated bed, which means that a significant portion of the model is in the X and Y directions. This arrangement offers advantages in terms of strength, but also increases the risk of warping . Not recommended.
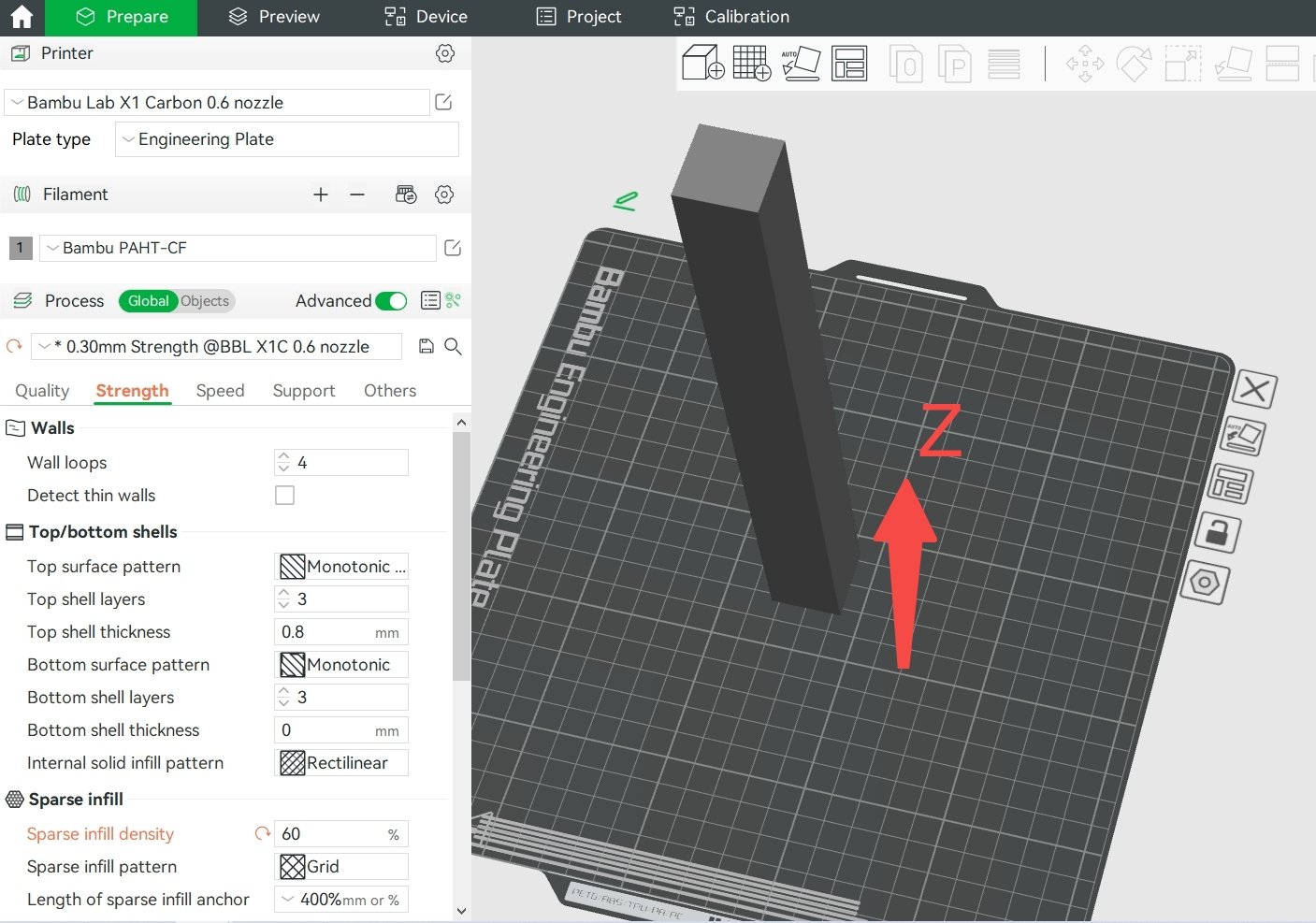
Arranging the model as shown in image B results in a very small contact area between the model and the heatbed, meaning the percentage in the X and Y directions is minimal. This arrangement helps avoid warping, but also has the disadvantage of a significantly higher percentage in the interlayer (Z direction), resulting in a lower model strength — Not recommended.
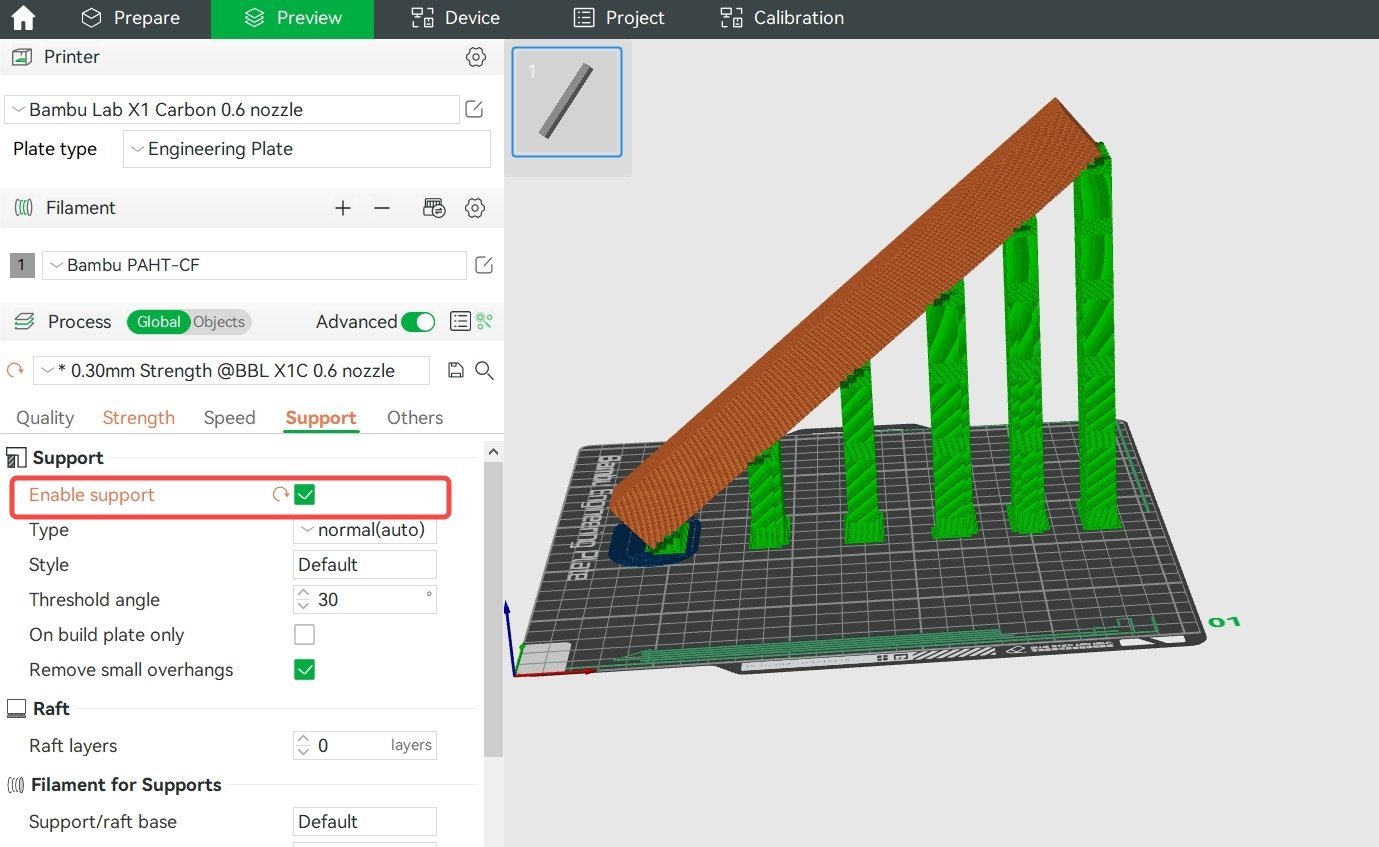
By arranging the model as shown in Figure C, the model will have a similar percentage in the X&Y and Z directions, which helps prevent warping while maintaining strength. It is important to note that this arrangement may result in more overhanging areas. To solve this problem, you need to add appropriate support to the model. You can turn on automatic support or manually finish painting the support , depending on the characteristics of your models.
(2) Filament Selection: It is important to note that high temperature filaments such as ABS, ASA, PC, PA, PA-CF and others are more easily deformed . Therefore, it is advisable to avoid them whenever possible for large prints . Instead, it is recommended to select filaments such as PLA, PLA-CF, PETG, PETG-CF, PET-CF and others that are less prone to warping .
4. Further instructions
- If the shrink force of the prints > the magnetic force between the prints and the heated bed > the adhesive force between the prints and the build plate, then warping and separation between the prints and the build plate are more likely to occur. In this case, the adhesion between the prints and the build plate should be increased.
- If the shrinkage force of the prints > the adhesive force between the prints and the build plate > the magnetic force between the build plate and the heated bed, then warping and separation between the build plate and the heated bed are more likely to occur. In this case, the adhesion between the build plate and the heated bed should be increased. For example, after starting the print, use metal clips to shrink the sides and corners of the build plate and the heated bed - be careful not to get hit by the machine or compromise the print.
- Please note that if the print size is large, the infill density is high, and a filament with a high probability of warping is used, shrinkage during the printing process is inevitable, and the above methods may not completely avoid all potential warping.
Filament sticks to nozzle
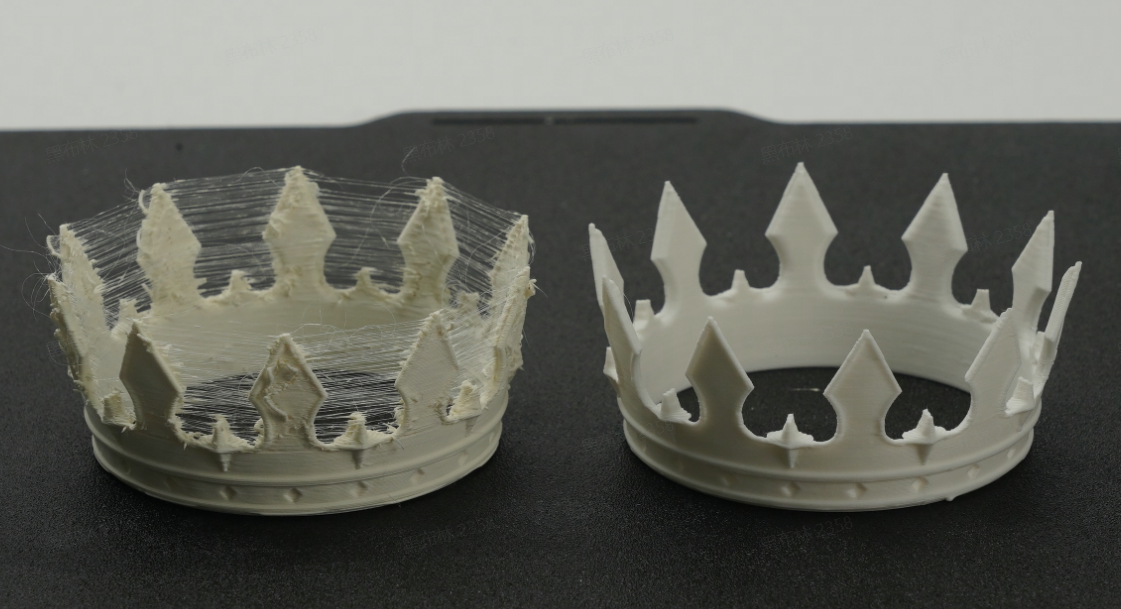
Sometimes, after printing for a period of time, a small part of the extruded filament will stick to the nozzle, causing lack of material, roughness and other phenomena in the printing model. Even more serious, the nozzle will have a large mass of material, resulting in printing failure. The following figure shows a typical phenomenon of nozzle sticking to filament.
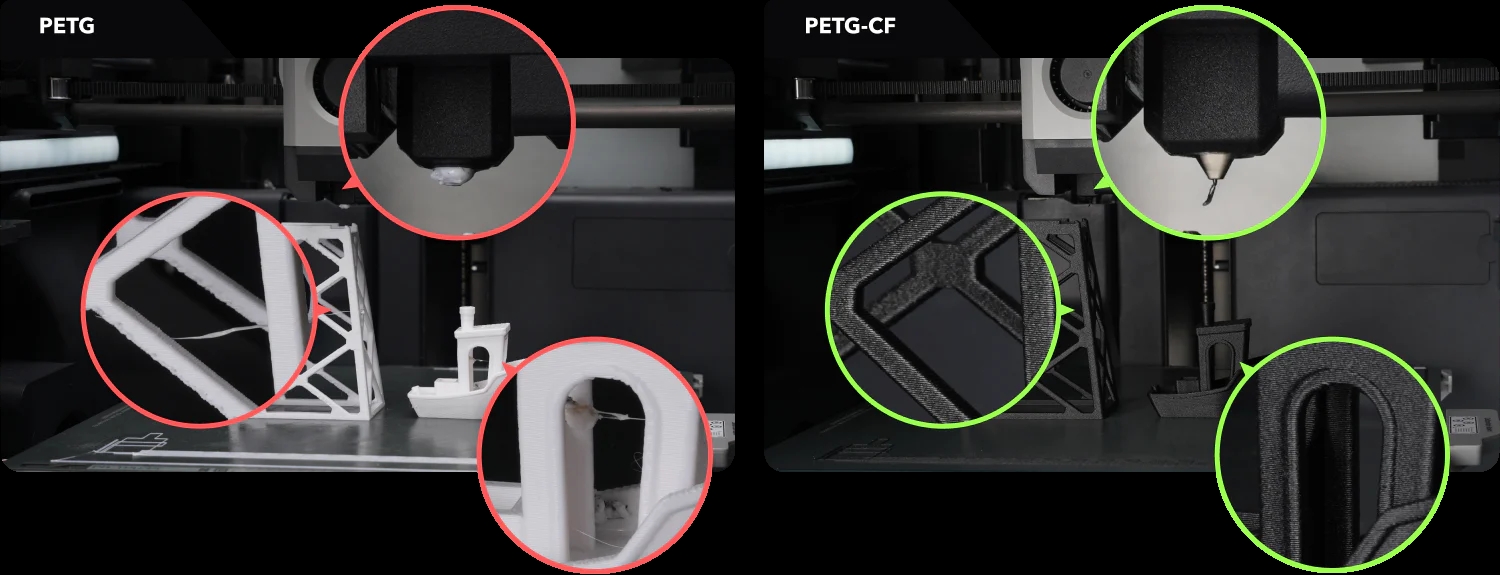
This problem usually occurs when printing PETG filaments, which include ordinary PETG and PETG-CF. Bambu PETG Basic and Bambu PETG-CF are specially formulated and optimized, so the probability of sticky nozzle is much lower than other brands of PETG and PETG-CF on the market. And even if sticky nozzle occurs, the impact is very slight and rarely leads to defects in printing. However, in some special cases, sticky nozzle problems will still occur, below are the corresponding solutions.
1. The filament is wet
Although the water absorption rate of PETG filament is relatively low, after exposure to humid air for a certain period of time, the filament will still be wet, and the higher the environmental humidity, the faster the filament will be wet, resulting in problems such as nozzle sticking, filament formation, liquid leakage and rough printing surface. The reason is that when the water vapor carried by the filament passes through the nozzle, it will expand violently due to heat, which causes the nozzle melt to expand and spread, and when some of it adheres to the outer wall of the nozzle, it may cause the nozzle to stick. The corresponding solution is to put the filament roll in an air blast oven, dry it at 65-75°C for about 8 hours or use an X1C heated bed to dry the filament (refer to the procedure and 3mf file for drying filament with X1C heated bed | Bambu Lab Wiki) .
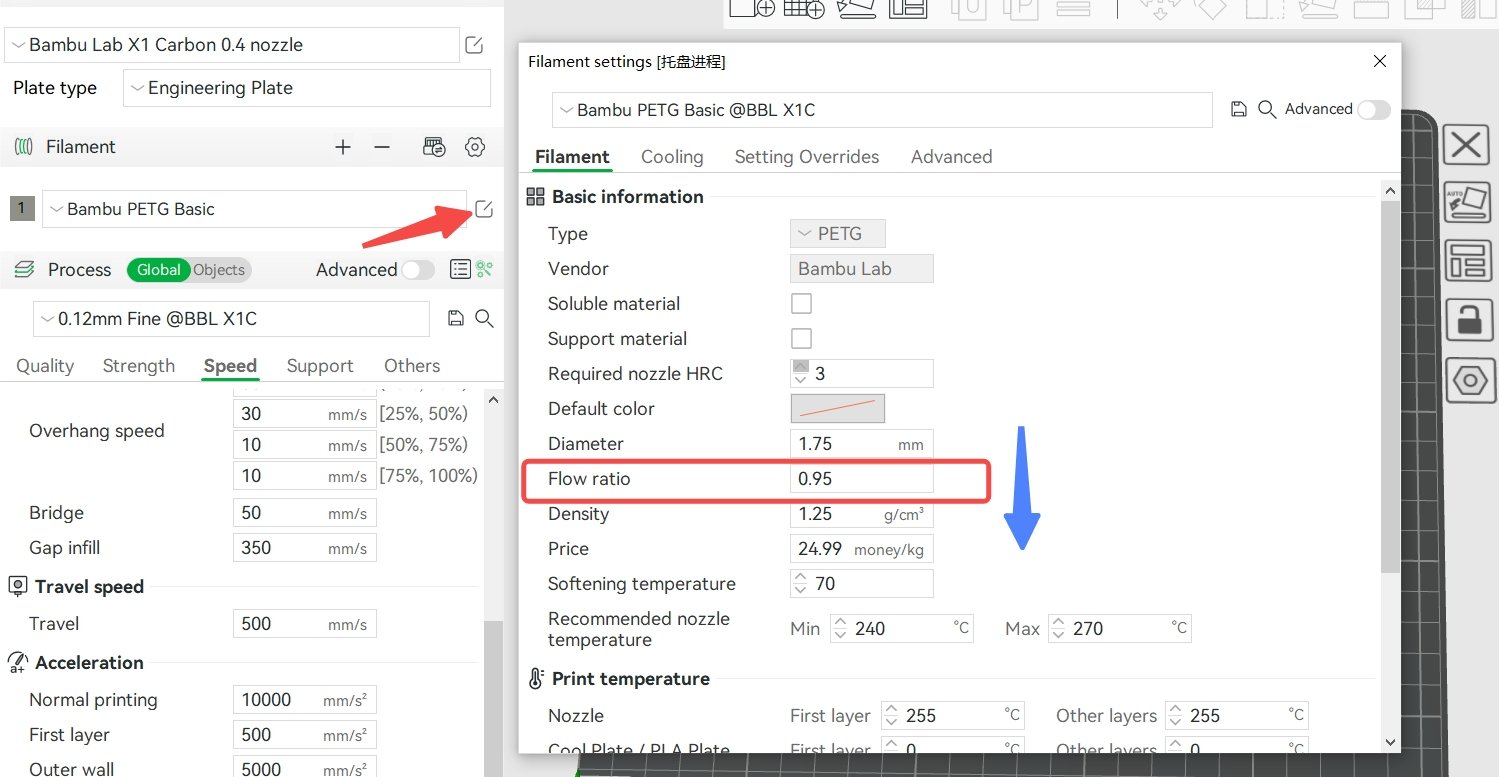
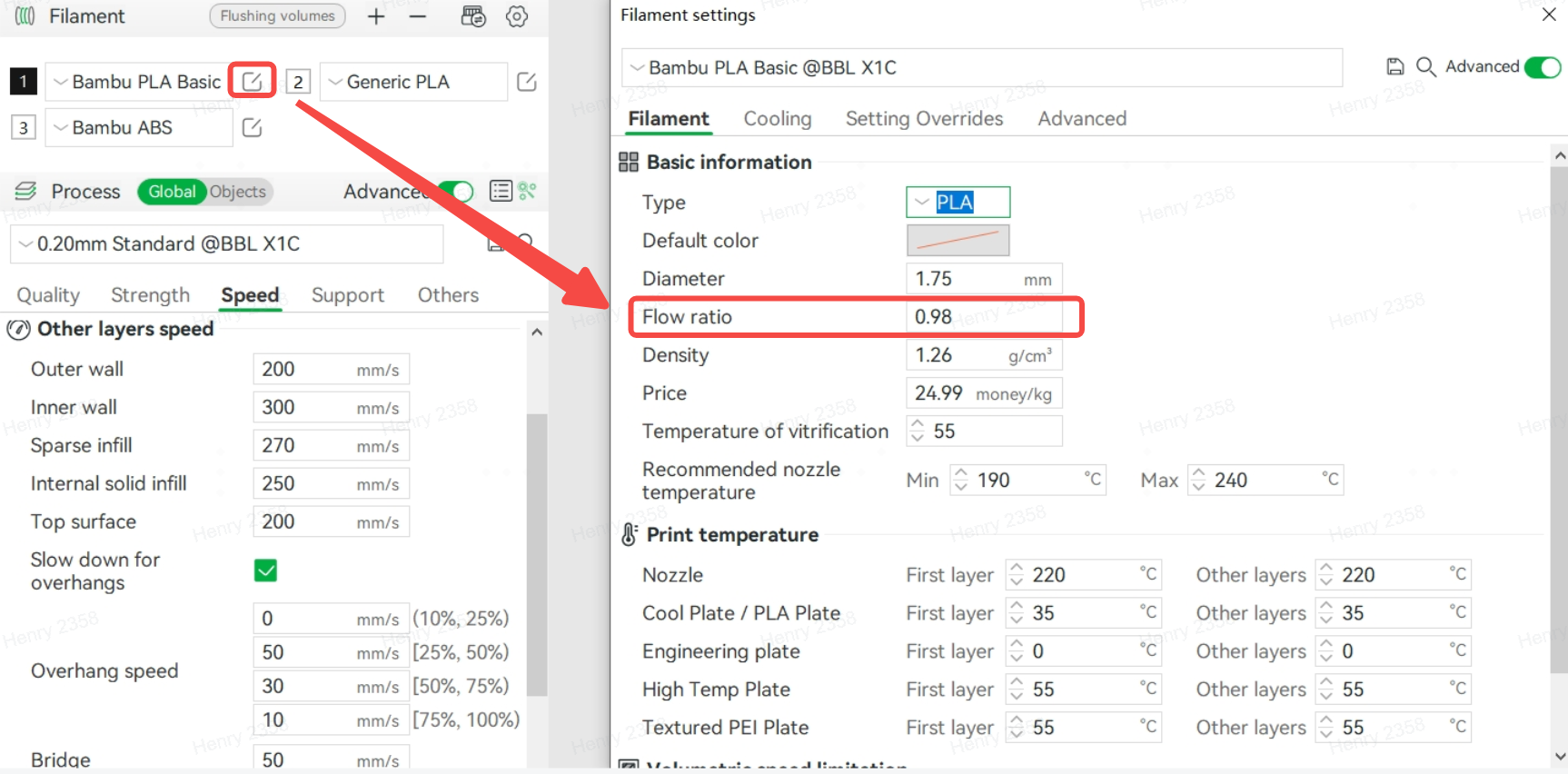
2. The flow ratio is too large or the nozzle is worn and the actual ratio is larger than the set one
For PETG filaments, the recommended flow ratio is between 0.93 and 0.96. If it is lower than 0.93, the risk of material shortage will increase and the interlayer bond strength of the model will be low. If it is higher than 0.96, the model strength will be higher, but the risk of leakage and sticky nozzle will increase. The default flow ratio of Bambu PETG Basic and Bambu PETG-CF is 0.95. Do not increase it at will. When you use these two filaments after drying (very important) to print some models and encounter sticky nozzle problem, first check whether the nozzle is worn, if it is worn, replace it; if it is not worn, try to slightly reduce this value between 0.93 and 0.94.
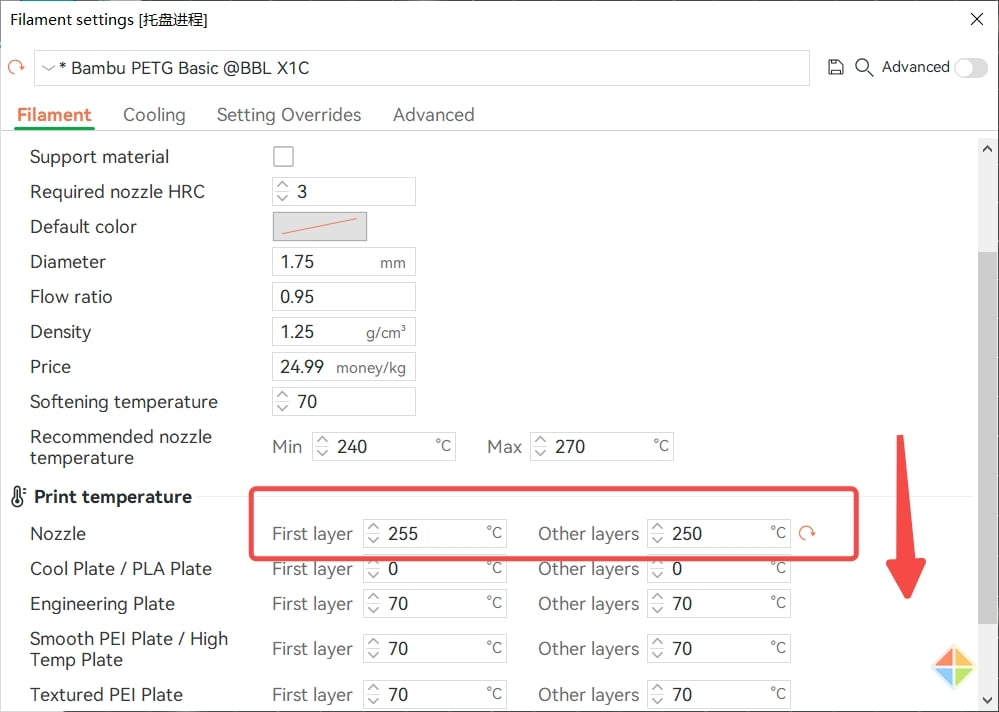
3. The printing speed is too slow or the printing temperature is too high
Generally speaking, the faster the printing speed, the more filaments need to be melted per unit time, and the higher the nozzle temperature required. When the printing speed is very high, the nozzle temperature must be adjusted properly to avoid insufficient filament melting, resulting in material starvation. On the contrary, when the printing speed is very low, the heating time of the filament in the nozzle is longer, the melting is more complete, and the melting fluidity is stronger. At this time, if the nozzle temperature is not lowered properly, it may cause problems such as filament, material leakage, and nozzle sticking. Therefore, when reducing the printing speed and the maximum volumetric rate (corresponding to the fastest printing speed), please reduce the nozzle temperature appropriately at the same time.
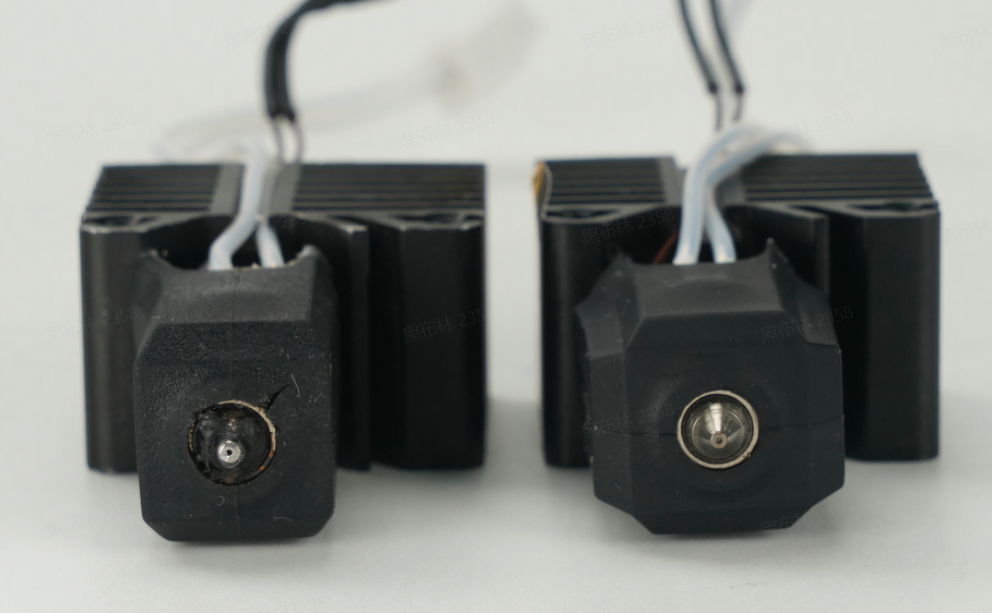
4. The nozzle cleaning part is worn, loose, too small or damaged
After being used for a period of time, the nozzle cleaning part may be worn, loose, low in height or damaged, resulting in poor nozzle cleaning effect and filament residues sticking to the nozzle. Please confirm whether these problems exist by visually inspecting, manually moving the nozzle cleaning part, pushing the hotend on the nozzle cleaning part to compare the height after power off, and pushing the hotend to quickly hit the nozzle cleaning part. If these problems are found, the nozzle parts should be repaired or replaced.
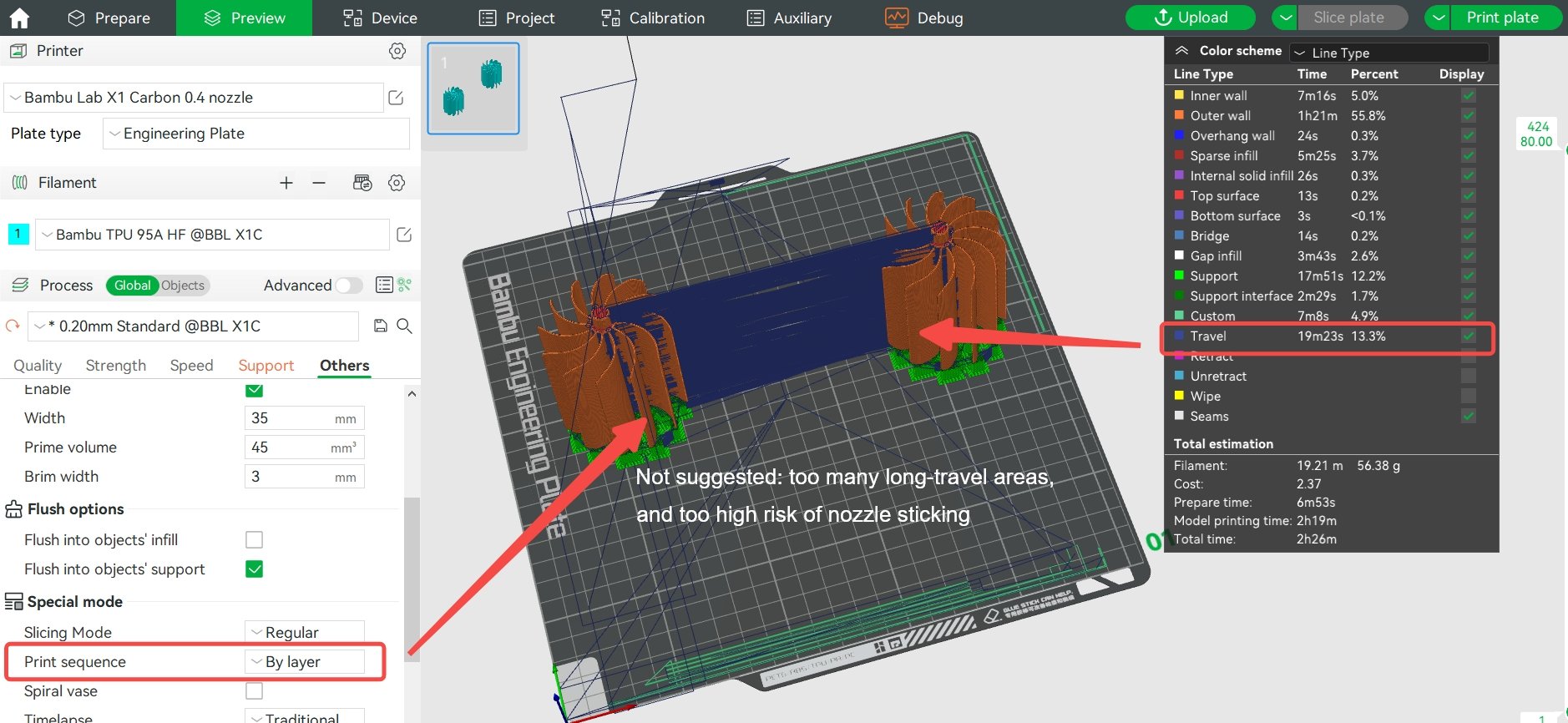
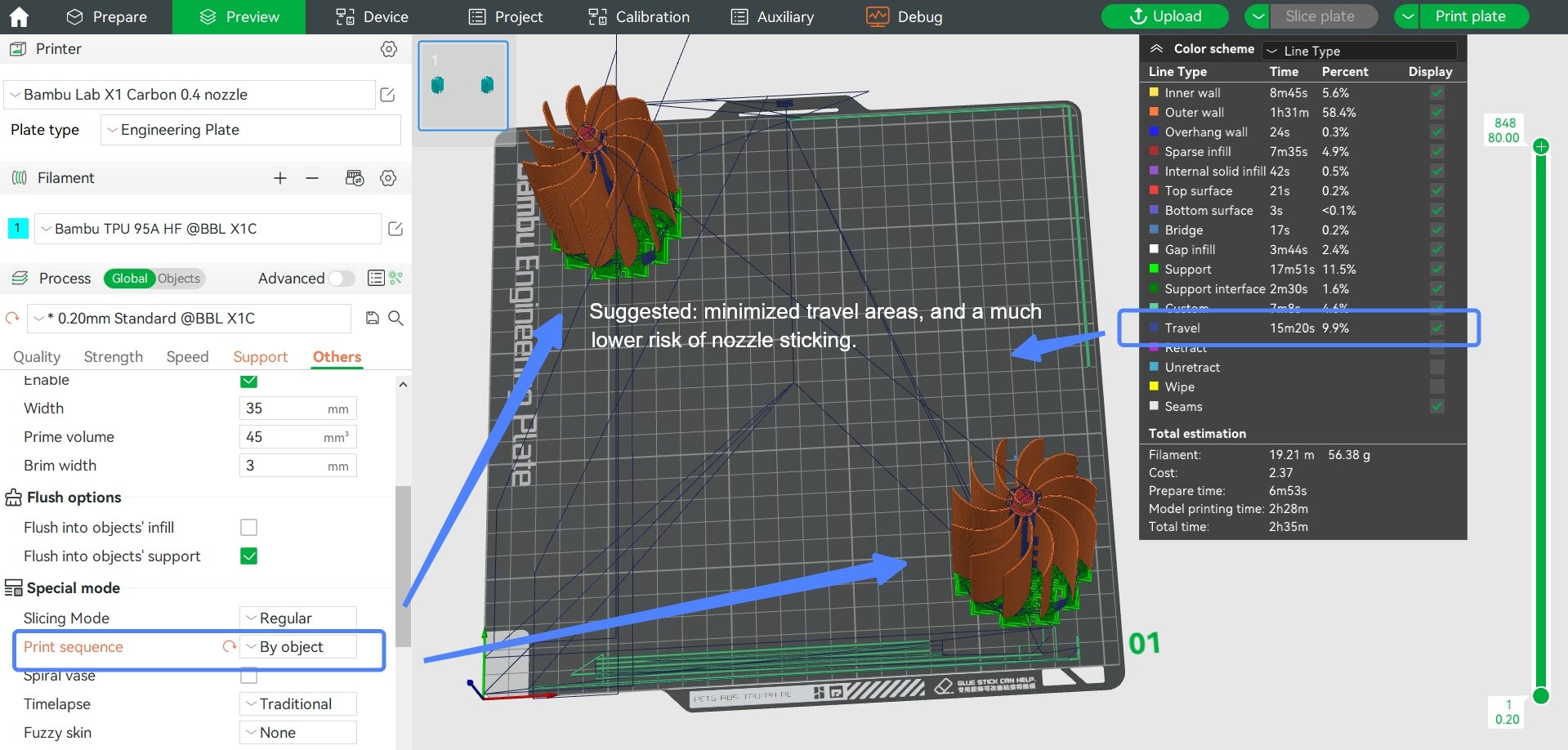
5. The model itself has too many long jump areas (discontinuous areas)
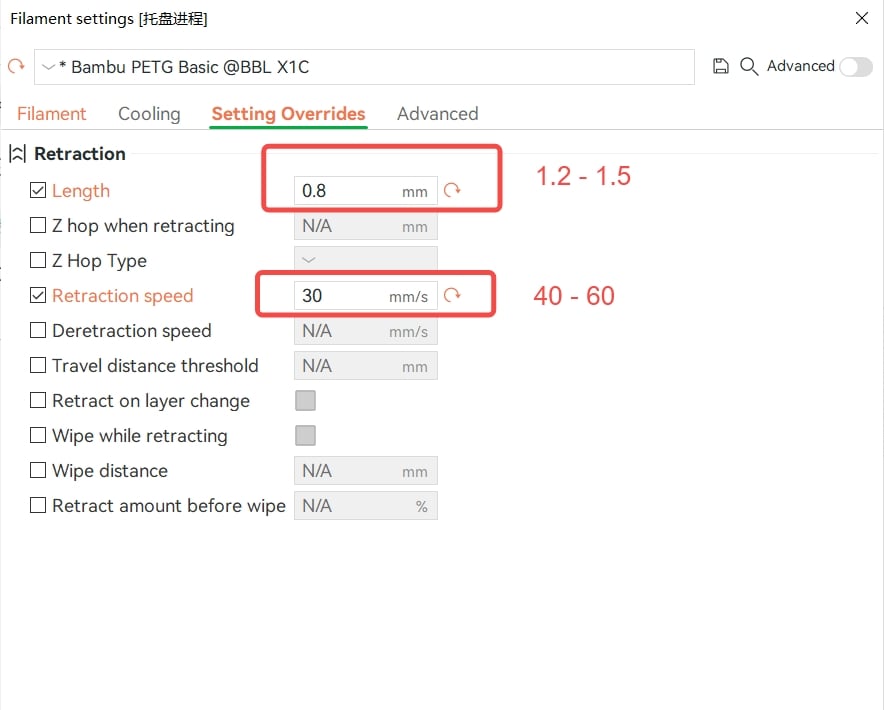
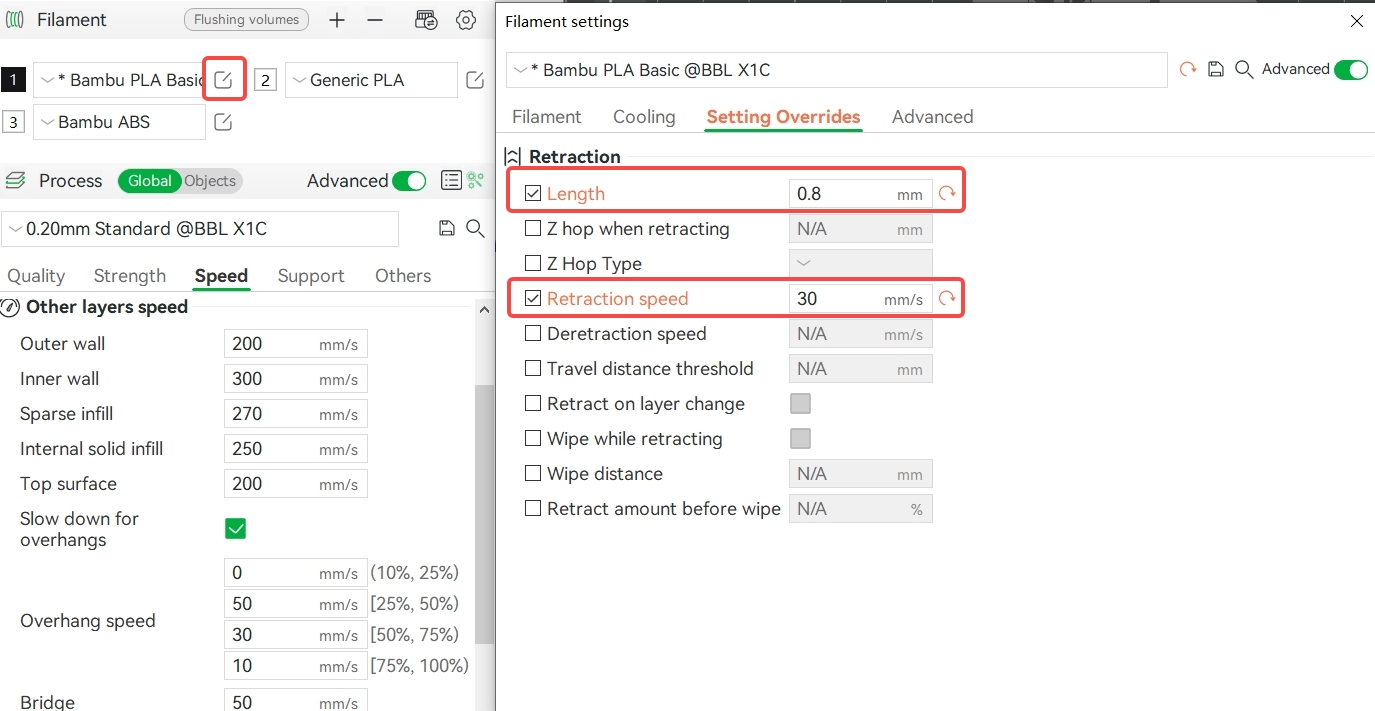
If the model itself has many long jump areas (discontinuous areas) or if the model positioning is unreasonable, resulting in many long-distance movements during printing, the molten filament in the nozzle may leak out during the movement process during printing, and rub against the outer edge of the nozzle during printing, and continuously accumulate, causing the nozzle to jam. At this time, a reasonable model positioning method should be used to avoid too many long-distance movements. You can also consider appropriately increasing the retraction length and retraction speed. Note: When the retraction length is set too large, it may cause clogging. It is generally recommended not to exceed 2mm.
Under extrusion
This is usually caused by insufficient extrusion and two phenomena can be distinguished: overall underextrusion and local underextrusion.
Overall, during extrusion, the lines will usually be sparse, as shown in the following figure:
A part of the model is missing material, as shown below:
 |
 |
Below are possible causes of the problem and their solutions:
1. Excessive extrusion resistance
- Stuck Spool or Tangled Filament: Check and Reorganize Before Printing
- PTFE tubes have foreign bodies, are partially bent or worn: clean the foreign bodies or replace the tube.
- Extruder gears stuck or damaged: Clean or replace gears.
- Nozzle internal passage blocked, difficult extrusion (easy to check after long time printing of filament containing fibers): clean the nozzle or replace it with a new one.
2. The extrusion volume is too small
The filament melting and extrusion speed cannot keep up with the printing speed: Increase the nozzle temperature or decrease the printing speed appropriately. If you want to activate "Ludicrous Mode" (higher speed printing), it is better to increase the nozzle temperature (about 10 °C) to increase the filament melting speed. If you want to use third-party filaments (which may not support high-speed printing), select the Generic parameter for slicing and printing with a relatively low printing speed.
- Nozzle internal passage blocked, difficult extrusion (easy to check after long time printing of filament containing fibers): clean the nozzle or replace it with a new one.
- If the entire surface of the model is clearly empty of material, it is also possible that the flow rate is not enough, you can increase the flow rate a little in the slicer. If you are using the official Bambu filament, it is recommended to use the default flow rate ratio and not change it as desired.
3. Inappropriate PA value
If your model has a material shortage at the corner (figure below), it is likely that the pressure advance value is set incorrectly and the flow needs to be recalibrated.
.png)
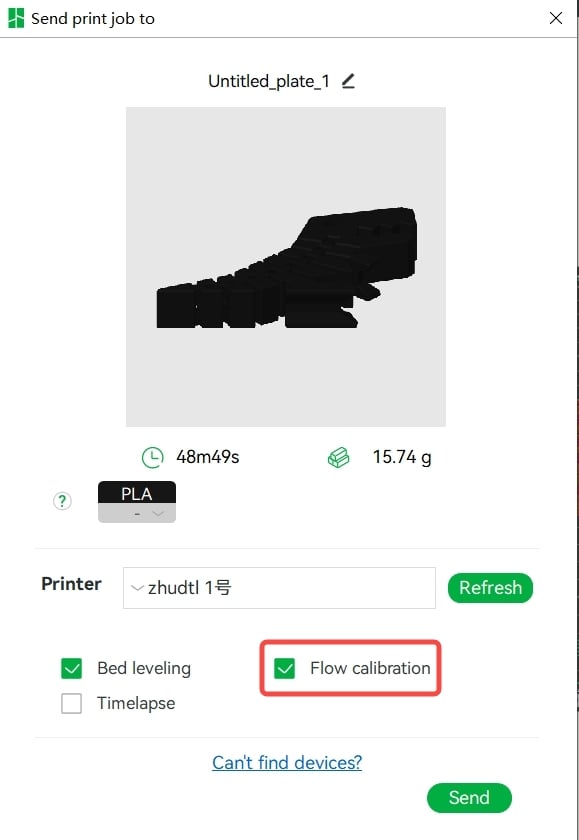
The function of flow calibration is to ensure that the filament extruded by the extruder can remain uniform when the tool head moves during printing, avoiding too much or too little material in the acceleration or deceleration nodes. If the pressure feed value is incorrect, it may lead to the instant extrusion of too much or too little filament. The flow calibration method of P1P and X1 series printers is shown in the following figure:
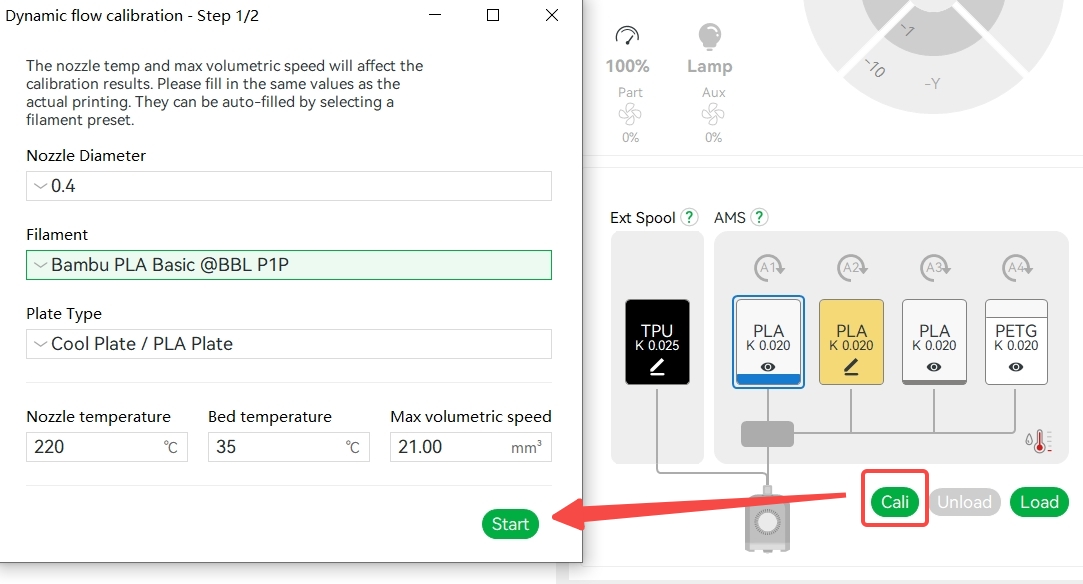
The essence of flow calibration is to find a suitable extrusion compensation value to ensure a uniform extrusion line during the acceleration and deceleration movement of the tool head.
Tightening and sweating
Cause: Excessive nozzle extrusion or abnormal expansion and flow of molten filament.

1. Wet Filament - It is recommended to dry the filament first and then use it in an airtight container with desiccant. You can refer to this wiki for drying the filament: Procedure and 3mf file for drying filament with X1C heated bed | Bambu Lab Wiki
2. The model has a long travel distance and a small retraction length, which causes the filament to come out of the nozzle during the travel: when printing multiple models, reduce the spacing between the models and increase the retraction length or retraction speed appropriately. Note: When the retraction length is set too large, it is easy to cause clogging, and it is generally recommended not to exceed 2mm.
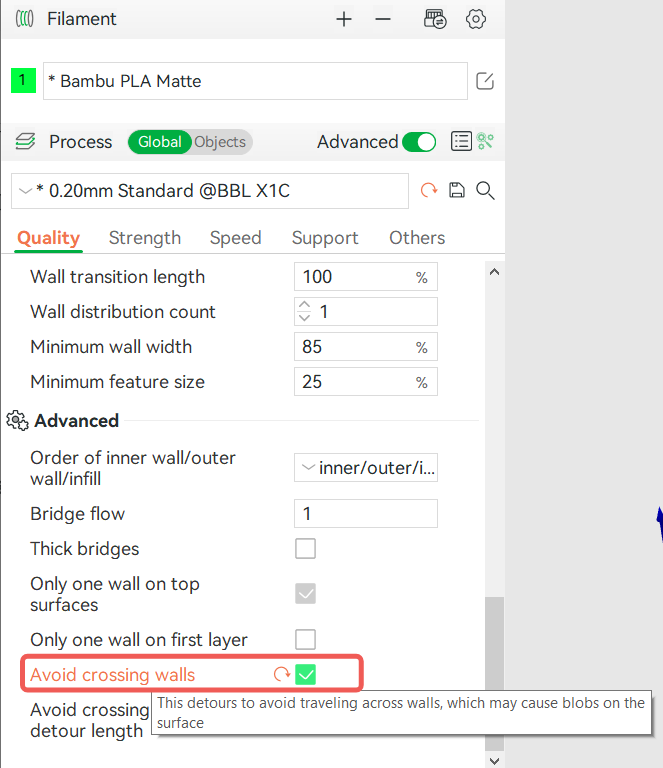
3. The model has a special structure or incorrect positioning. When there are multiple discontinuous structures in a single model and the spacing between the models is large, there will be long-distance displacements in the print, so the molten filament will drip during the displacement, causing defects such as stringing and ozzing. In this case, the positioning distance between the models can be reduced. You can also enable " Avoid crossing walls " to reduce the probability of stringing.
4. The nozzle temperature is too high and the viscosity of the molten filament is too low: reduce the nozzle temperature appropriately.
5. When using low-density filament (such as LW-PLA), the printing temperature or flow ratio is not set correctly: It is recommended to reduce the printing temperature properly and set the flow ratio between 0.5 and 0.7. Low-density filament, such as LW-PLA, has more holes and gas (water) inside, and the printing process will produce gas, which will cause large expansion of the molten filament, so it is recommended to dry the filament before printing and set a lower flow ratio when cutting.
6. The nozzle opening is too large, causing more filament to come out of the nozzle.
- Choosing the wrong nozzle size when slicing or using a larger diameter nozzle when printing. Before printing, make sure the selected configuration matches the actual nozzle size.
- The nozzle has been used for a long time and shows obvious signs of wear: replace it.
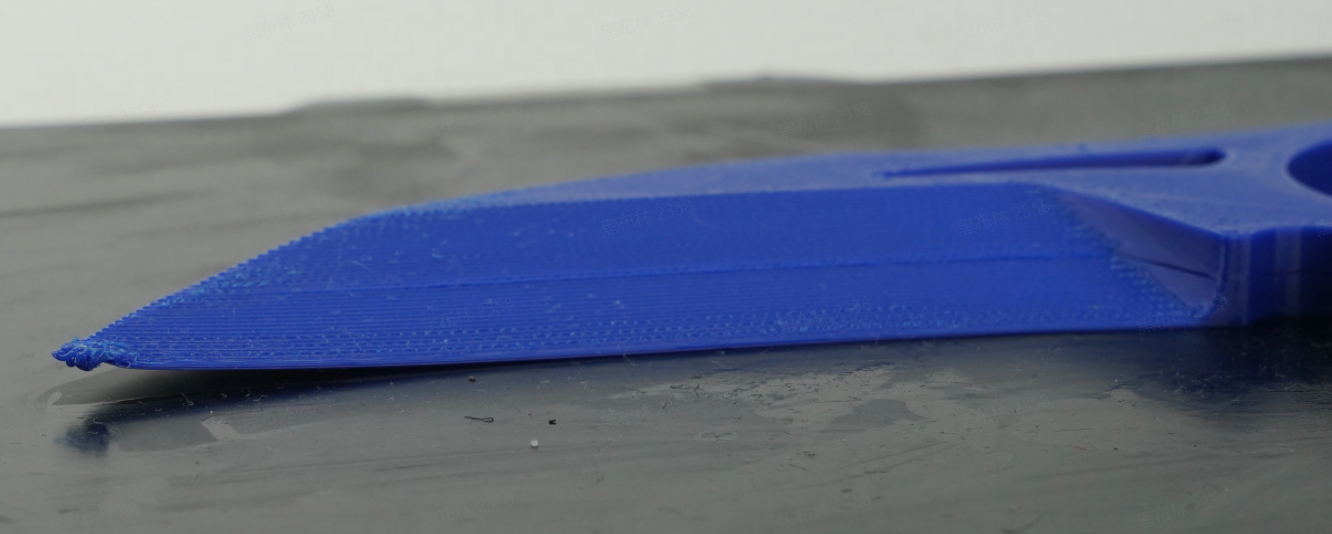
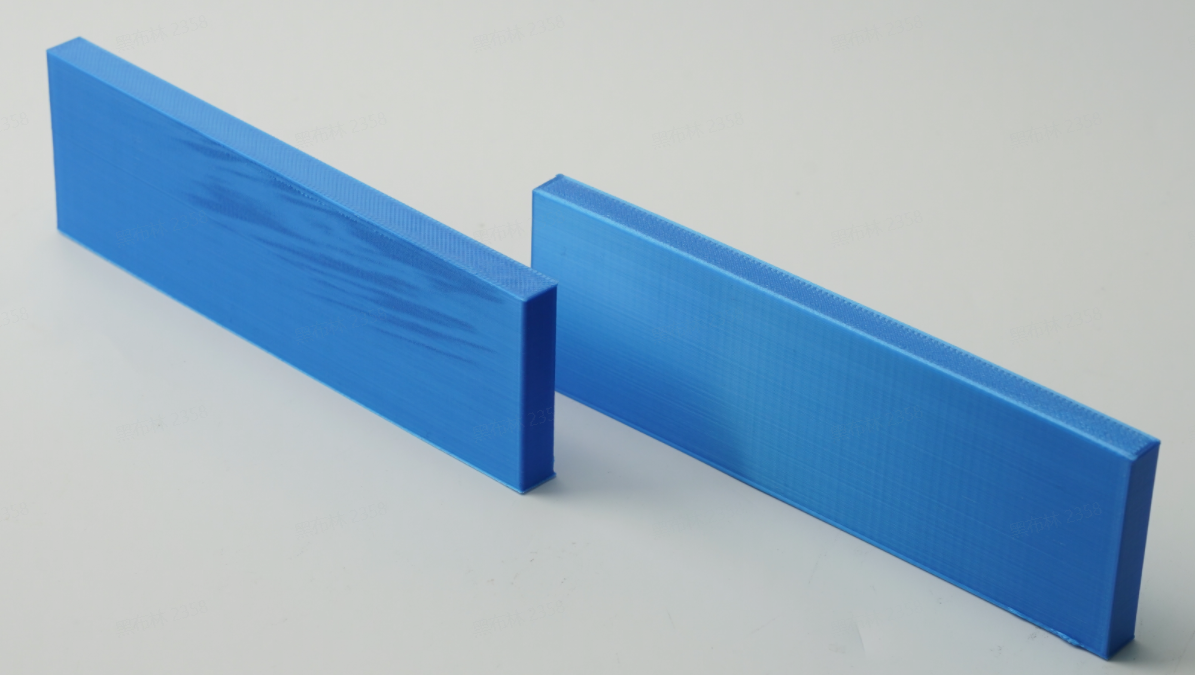
Different areas of the model have different gloss
Direct cause: The printing temperature is the same, the lower the printing speed, the brighter the surface; at the same printing speed, the higher the printing temperature, the brighter and smoother the surface. The essence is that the degree of melting of the material is different, the fluidity is different, resulting in different surface roughness of the printing pattern, and this phenomenon is more obvious when printing materials with good reflectivity.
1. The printing speed of different areas of the model is significantly different (e.g. slowdown due to overhangs).
- It is recommended to reduce the outer wall speed (for large models) or the overall speed (small models) appropriately, or to cancel the slowdown for overhangs, to ensure that the print speed of the outer wall surface is similar or equal.
Trim and reduce the speed of the outer wall to make the speed of the different areas as uniform as possible:
2. When printing the model with a low layer height (such as 0.08mm), if the printing speed is high, the model surface may appear as a shiny fish-scale area.
- Change to a higher level height, for example from 0.08mm, 0.12mm to 0.16mm, 0.20mm.
- Reduce the printing speed appropriately and increase the printing temperature.
Interlayer cracking model
Direct cause: Weak interlayer adhesion, which causes cracks on the model surface, usually occurs when printing ABS, ASA, PC, PET-CF, PA-CF materials, as shown in the following figure:
The common reasons and improvement methods are as follows:
1. Insufficient extrusion, lack of material between layers.
- The filament melting is not enough, the viscosity is too high, the flowability is poor, and the bonding area between adjacent layers of the extruded filament is too small: appropriately increase the nozzle temperature or reduce the printing speed.
- Clogged nozzle, resulting in uneven extrusion: clean and unclog the nozzle.
2. The bond strength of the filament is low or the structure of the model part is weak.
- Appropriately increase the number of wall rings and increase the filling rate.
3. Excessive cooling.
- The fan speed is too high: reduce it accordingly;
- Low chamber temperature: Increase the heated bed temperature appropriately, close the printer front door and top glass cover.
Sewing
In FDM 3D printing, a seam is formed at the intersection of the starting point and the ending point of each printing layer, which is a normal phenomenon. To learn more about seams, please see this wiki: Seam | Bambu Lab Wiki。
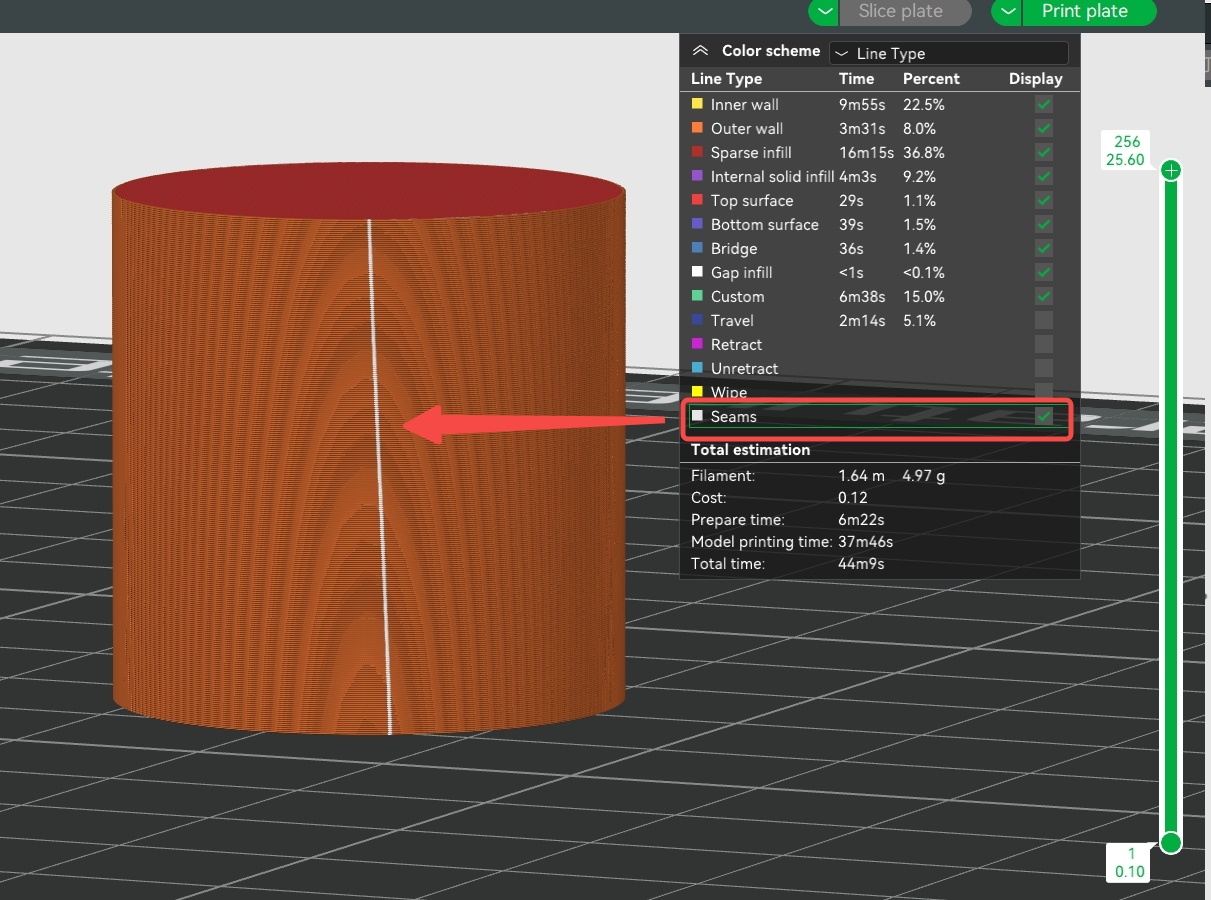

To adequately improve the quality of the stitching you can use the following methods:
1. Set the number of wall rings to 3;
2. Try to avoid printing multiple models on one plate to reduce the tool head travel;
3. Appropriately increase the nozzle temperature and reduce the printing speed of the outer wall;
4. For some special models, you can enable the "Spiral Vase" mode. When the "Spiral Vase" mode is enabled, the model will be printed in a linear spiral, and the seams will only appear on the ayers of the bottom shell and not on the outer walls. Note: The model printed by this mode only has an outer wall, no infill and top shell, and only applies to some simple models (complex models cannot be completed with a single line, resulting in hanging sections when slicing). For more details, please refer to this wiki: Spiral Vase | Bambu Lab Wiki 。

Belt model
Cause: During the printing process, the occlusion of the belt and idler pulley forms a banded pattern, the belt pattern, whose grain spacing is consistent with the printer's belt tooth spacing (2mm). In general, Core XY printers are likely to produce this pattern on the print surface.
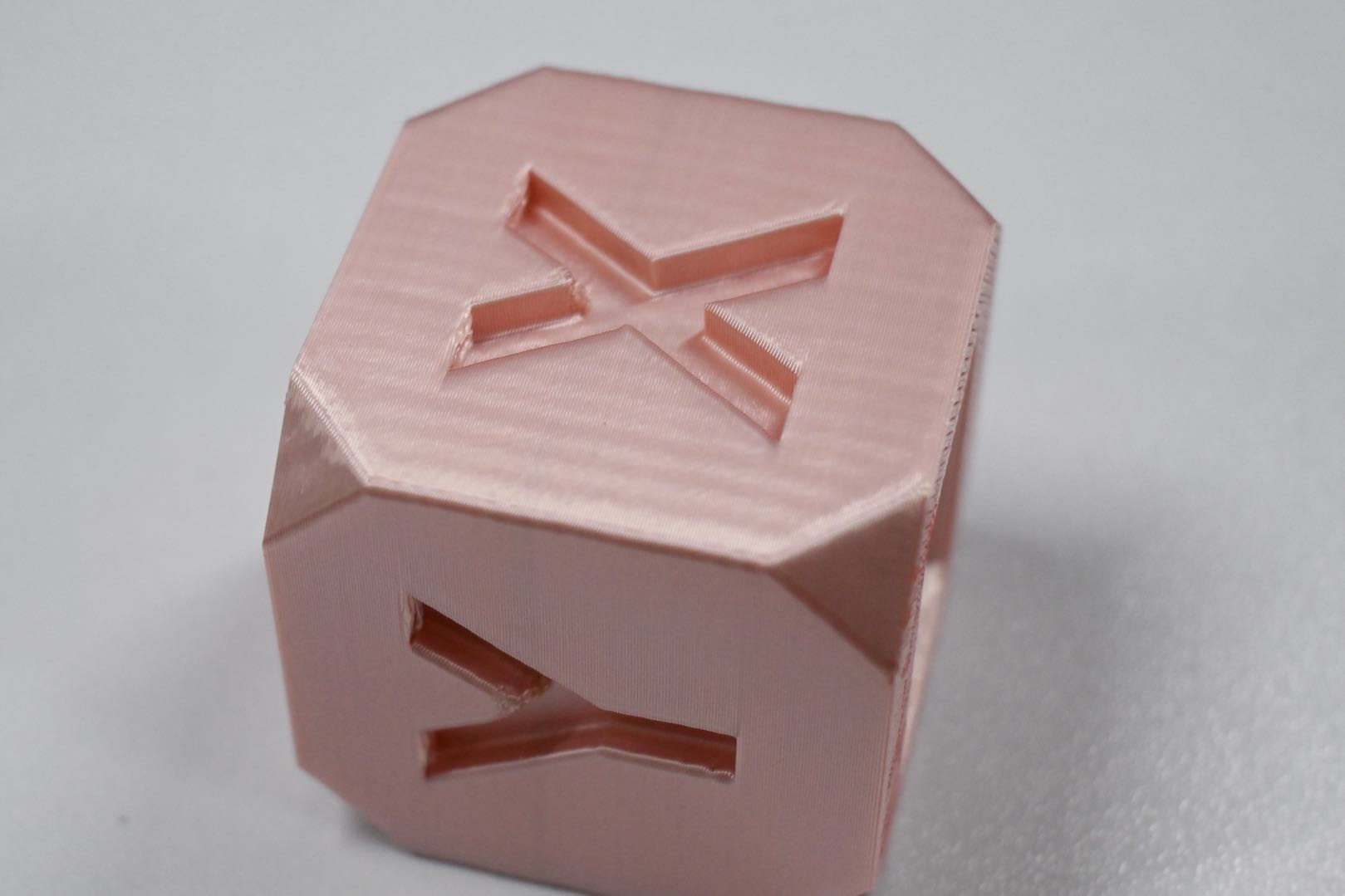
To avoid the belt pattern on prints you can use the following method:
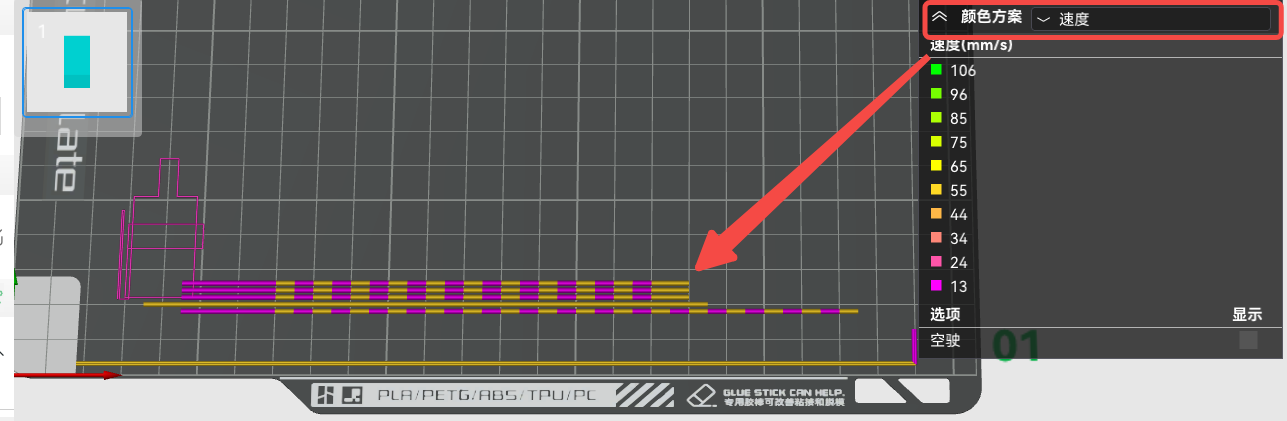
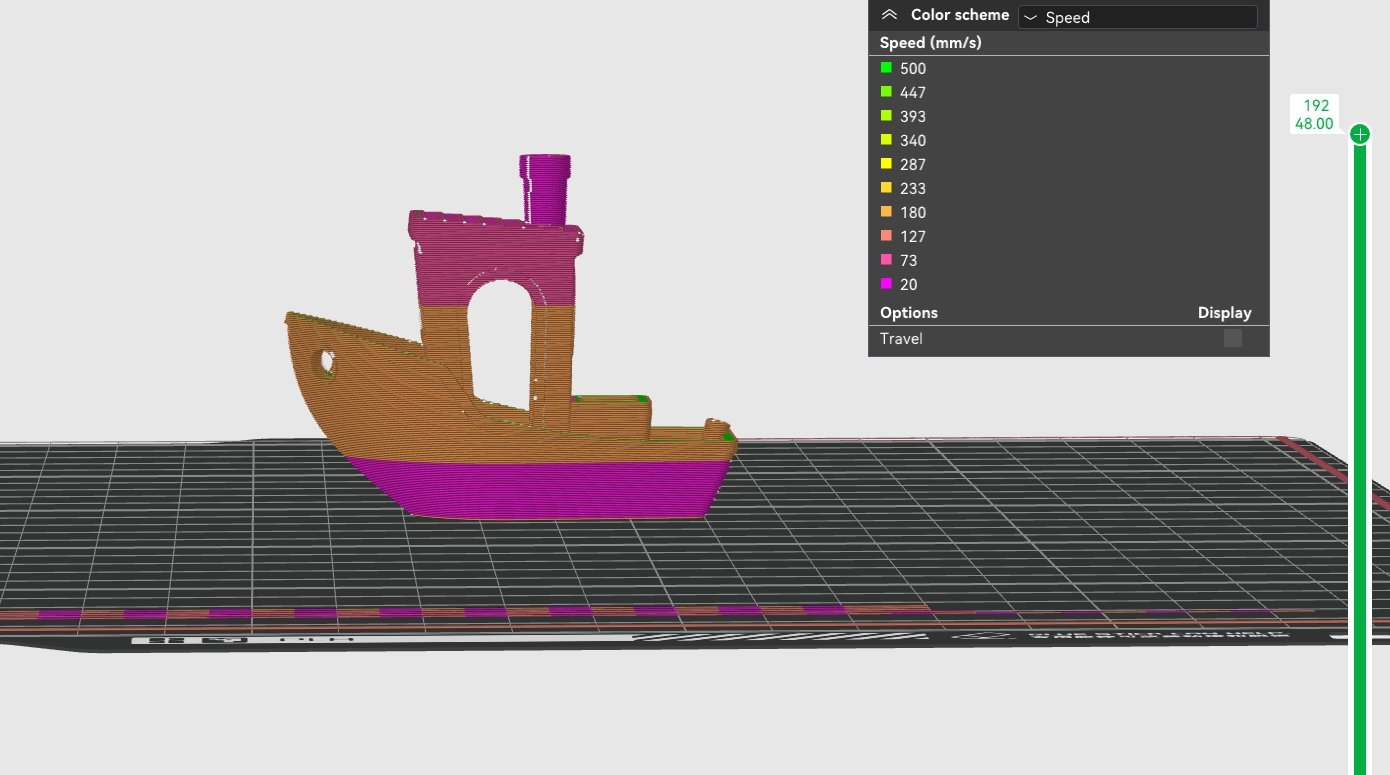
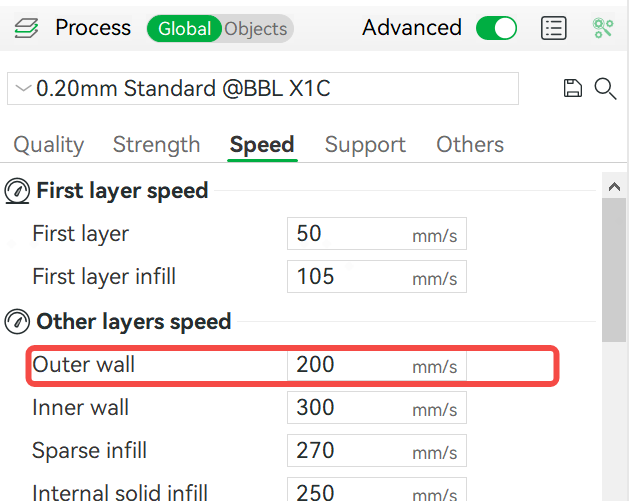
Increase the outer wall speed: Generally, this pattern is related to the outer wall printing speed. It is most pronounced at around 120mm/s. It is recommended to increase the outer wall printing speed to 200mm/s. If the default speed of the filament is low (such as PETG) and cannot be increased to 200mm/s, try to reduce the layer height or increase the temperature and maximum volumetric flow rate appropriately to prevent the outer wall printing speed from approaching 120mm/s. However, it is generally recommended to increase the outer wall speed.
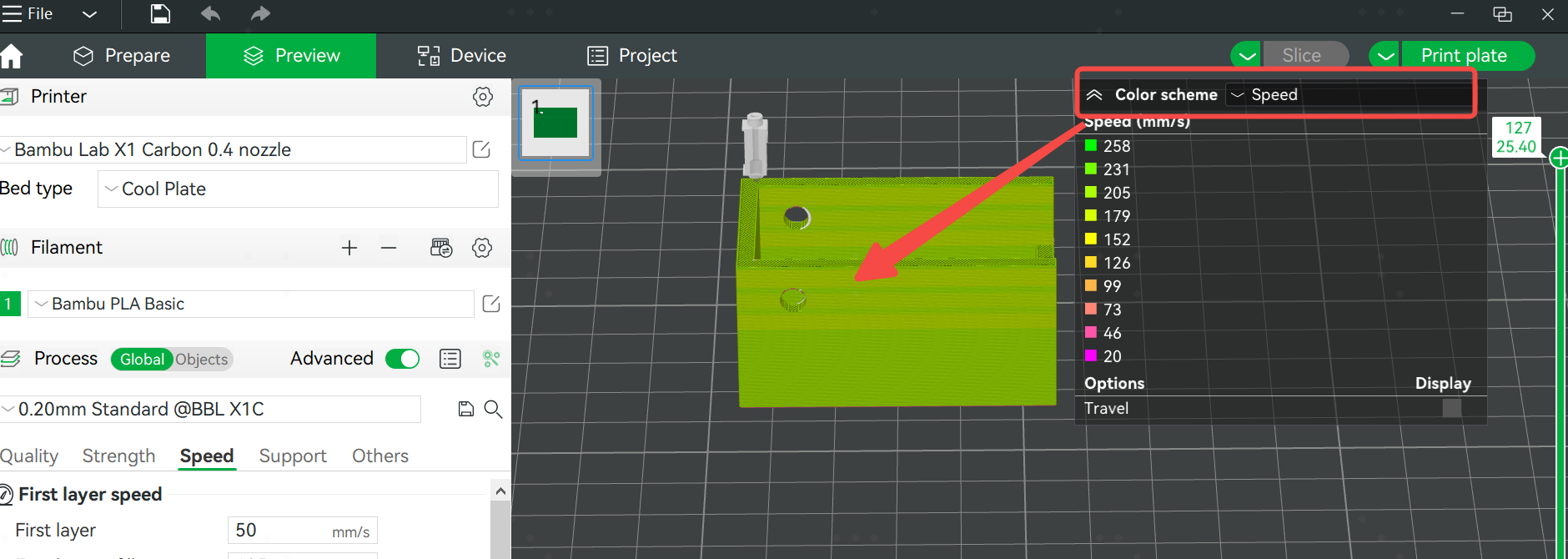
After cutting, you can select the speed in the color scheme to see the actual wall printing speed of the model. Speed is also typically limited by the maximum flow rate, which varies depending on whether you are using Bambu filament or a generic filament. Official Bambu filament has a higher maximum flow rate, allowing for faster printing speeds.
Source: Bambu Lab Wiki

 https://www.instagram.com/3digital.tech/
https://www.instagram.com/3digital.tech/