
Häufige Probleme mit der Druckqualität und deren Lösungen - Bambu Lab
Clogs
Verstopfungen sind ein häufiges Problem beim 3D-Druck und können in zwei Arten unterteilt werden: Verstopfung des Extruders und Verstopfung der Düse. Informationen zur Fehlerbehebung und Reinigung finden Sie in diesem Wiki: So überprüfen Sie, welches Teil verstopft ist | Bambus-Labor-Wiki . Und am besten prüfen Sie vorab, ob die Düsen- und Heizbetttemperatur für Ihre Druckfilamente richtig eingestellt sind: Kompatibilität und Parametereinstellungen von Filament und Bauplatte | Bamboo Lab Wiki
Extruderverstopfung
Eine Verstopfung des Extruders wird normalerweise durch die Verformung des darin festsitzenden Filaments verursacht, was eine reibungslose Extrusion und Entladung verhindert. Die häufigsten Ursachen und entsprechenden Lösungen sind wie folgt:
1. Die Temperatur der Druckerkammer ist zu hoch und das Filament wie PLA und PETG wird vom Zahnrad zusammengedrückt, nachdem es weich geworden ist und im Extruderzahnrad stecken bleibt.
- Reduzieren Sie die Temperatur des Heizbetts entsprechend.
- Öffnen Sie die Vordertür oder die obere Abdeckung des Druckers, um die Wärme während des Druckens abzuleiten.
- Es ist vorzuziehen, ein Filament mit einer hohen Wärmeverformungstemperatur zu verwenden (wir empfehlen die Verwendung des offiziellen Bambu-Filaments).
2. Das Extrudergetriebe ist abnormal, was zu einer ungleichmäßigen Extrusion führt
- Stellen Sie die Düsentemperatur auf 220 °C ein, legen Sie das PLA-Filament ein und drücken Sie „E+“, um es zu extrudieren. Beobachten Sie dann, ob die Düse das Filament gleichmäßig extrudiert. Wenn das extrudierte Filament vertikal fallen kann, eine große Länge aufweist und glatt aussieht, bedeutet dies, dass der innere Kanal der Düse glatt ist und die Extrusionszahnräder normal funktionieren. Wenn die Länge des extrudierten Filaments gering ist und es rau aussieht, bedeutet dies, dass der Innenkanal der Düse verengt wurde oder eine Anomalie bei den Extrusionszahnrädern vorliegt. Sie müssen also zuerst die Düsenschrauben entfernen, die Düsentemperatur auf 220 °C einstellen und dann manuell einen Abschnitt des PLA-Filaments in die Düse schieben. Wenn die Extrusion glatt ist, ist die Düse in Ordnung. Zerlegen Sie den Extruder, um zu prüfen, ob das Zahnrad abgenutzt oder durch Fremdkörper blockiert ist, und ersetzen oder reinigen Sie es. Schauen Sie sich dieses Wiki an: Extruderverstopfung.
3. Das Filament ist zu weich
- Einige zu weiche Filamente, wie etwa TPU 85A, nasses PVA usw., können durch die Extruderzahnräder abgeflacht werden und Verstopfungen verursachen. Bitte vermeiden Sie die Verwendung solcher Filamente zum Drucken.
4. Der Durchmesser des Filaments ist zu groß oder zu klein
- Manchmal kann das Filament durch Biegen oder Komprimieren dicker werden oder durch Verschleiß des Extruderzahnrads dünner werden, was dazu führt, dass eine normale Extrusion nicht mehr möglich ist. Sie müssen das Filament entfernen und alle abnormalen Teile vor dem Drucken beseitigen.
Düsenverstopfung
Eine Verstopfung der Düse ist in der Regel auf eine unzureichende Temperatur oder Partikel in der Düse zurückzuführen, die ein gleichmäßiges Extrudieren des geschmolzenen Filaments verhindern. Um das Problem zu lösen, können Sie die folgenden Methoden ausprobieren:
1. Die Schmelzgeschwindigkeit der Düse ist zu niedrig, was zu Verstopfungen führt:
- Die Düsentemperatur ist zu niedrig, was eine gleichmäßige Extrusion des Filaments verhindert. Es muss überprüft werden, ob die richtige Drucktemperatur eingestellt ist. Wenn die Düse das Filament immer noch nicht gleichmäßig extrudiert, ist möglicherweise die Düsenheizung beschädigt und muss ersetzt werden.
- Bei einer zu hohen Druckgeschwindigkeit (z. B. bei Auswahl des „Ludicrous Mode“) bleibt das Filament zu kurz in der Düse und schmilzt nicht vollständig, was zu einer Verstopfung der Düse führt. Reinigen Sie die Düse und reduzieren Sie die Druckgeschwindigkeit (oder erhöhen Sie die Drucktemperatur entsprechend), und drucken Sie dann erneut.
2. Der Kanal in der Düse ist eng, was ein gleichmäßiges Extrudieren des geschmolzenen Filaments verhindert.
- Nach dem Drucken eines Filaments, das Fasern und andere Partikel enthält (wie PAHT-CF, PA-GF usw.), kann das Innere der Düse aufgrund von Rückständen und Partikelansammlungen teilweise verstopft sein. Daher sollte die Düse häufig gereinigt und von Verstopfungen befreit werden. So entfernen Sie Verstopfungen und reinigen Sie: Entfernen Sie die Hot-End-Schrauben, erhöhen Sie die Temperatur auf 250 bis 280 °C, kratzen Sie dann die Innenseite der Düse mit Metallteilen wie einem Inbusschlüssel ab, waschen Sie sie mit neuem Filament und befreien Sie sie mit einer Nadel von Verstopfungen, bis sie reibungslos extrudiert werden kann (gemessen an der Extrusion von PLA-Filament bei 220 °C). Düsenverstopfungen Wenn sich die Düse nicht mehr freimachen lässt, müssen Sie sie durch eine neue ersetzen ( Austausch des Hot-Ends/Keramikheizers/Thermistors/Kühllüfters | Bambu Lab Wiki ). Darüber hinaus wird beim Drucken dieser Filamente empfohlen, 0,6-mm- oder 0,8-mm-Düsen zu verwenden, um das Risiko einer Düsenverstopfung zu verringern. Verwenden Sie keine 0,2-mm-Düsen, da die Gefahr einer Düsenverstopfung extrem hoch ist. Informationen zum besseren Drucken dieser Filamente finden Sie im Wiki: Tipps zum Drucken von technischen Materialien wie PAHT-CF | Bamboo Lab Wiki
- Nach längerem Gebrauch der Düse verbleiben mehr Rückstände im Inneren, was ebenfalls zu einer schlechten Extrusion führen kann. Es ist notwendig, das Innere der Düse zu reinigen, bis die Extrusion glatt ist. Wenn eine Reinigung nicht möglich ist, empfiehlt sich der Austausch gegen eine neue Düse.
- Nach dem Drucken von PAHT-CF, PET-CF, PPA-CF, PPA-GF, PPS, PPS-CF und anderen Hochtemperaturmaterialien mit hoher Schmelztemperatur wird empfohlen, die Düsentemperatur zunächst auf 250–300 °C einzustellen, wenn Sie PLA, TPU, PETG und andere Niedertemperaturmaterialien mit niedrigerer Drucktemperatur und geringerer Härte drucken möchten. Nehmen Sie dann das Hochtemperaturmaterial manuell heraus, legen Sie das zu druckende Niedertemperaturmaterial ein und legen Sie es dann manuell ein, um sicherzustellen, dass das restliche Hochtemperaturmaterial und das neue Niedertemperaturmaterial extrudiert wurden. Stellen Sie anschließend die Düsentemperatur auf 220 – 240 °C ein und fahren Sie mit dem Extrudieren fort, wenn die Temperatur sinkt. Sobald es stabil ist, fahren Sie mit dem Extrudieren fort und stellen Sie sicher, dass das neue Material ordnungsgemäß aus der Düse extrudiert werden kann. Bereiten Sie abschließend den nächsten Druck vor. Wenn Sie feststellen, dass beim Waschen des letzten Materials mit neuem Material keine Extrusion stattfindet, müssen Sie die Temperatur der Düse erhöhen und sie mit einer Nadel reinigen.
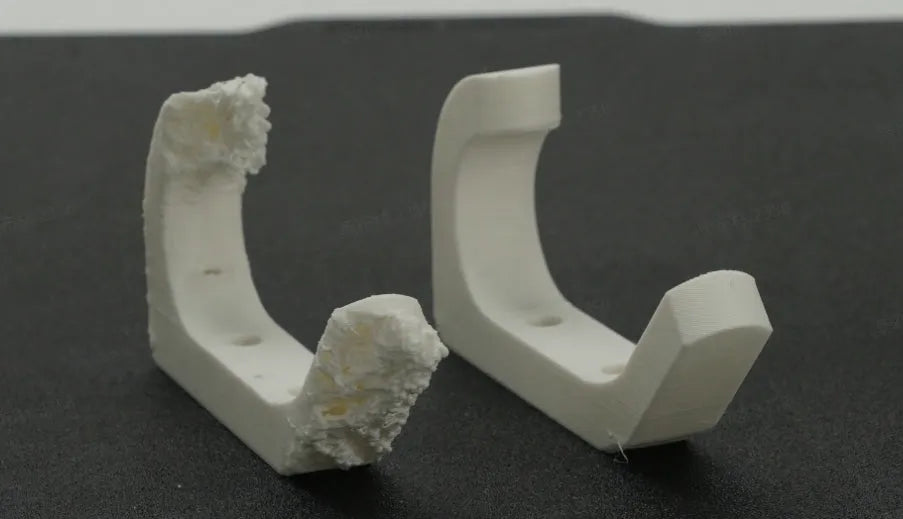
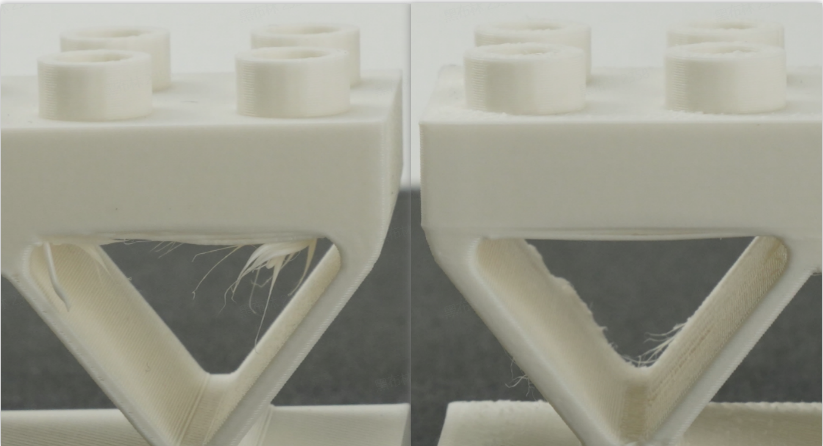
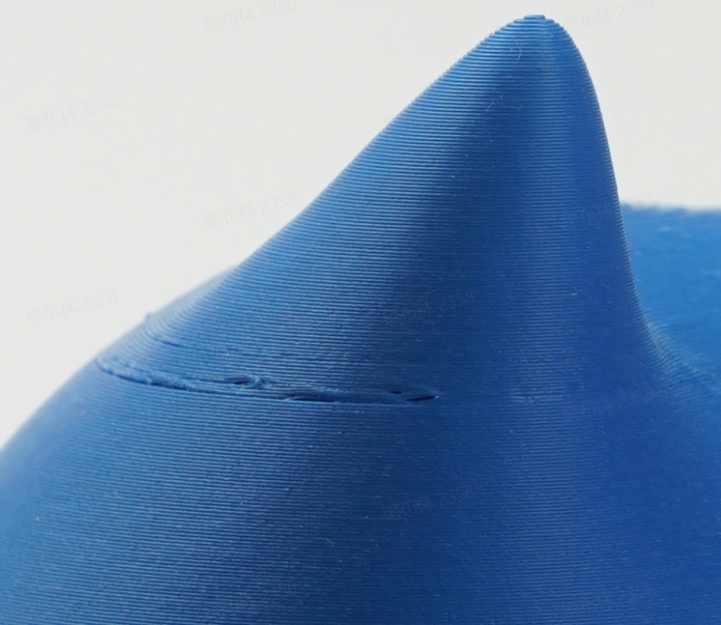
Schlechte Qualität des Überhangs
Ursache: Beim Drucken auf der hervorstehenden Oberfläche kühlt das extrudierte Filament nicht rechtzeitig ab und bindet an der angegebenen Position, wodurch es abfällt, was sich normalerweise wie folgt äußert:

Es wird empfohlen, die folgenden Methoden auszuprobieren:
1. Unterstützung aktivieren.
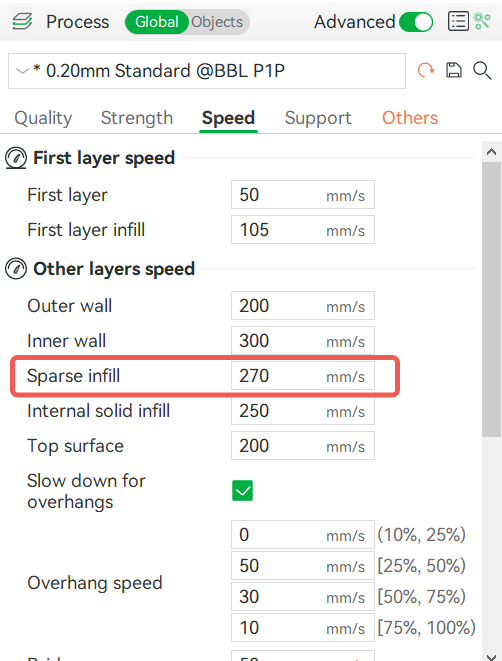
2. Reduzieren Sie die Druckgeschwindigkeit entsprechend oder aktivieren Sie „Verlangsamen für Überhang“ und reduzieren Sie die Überhanggeschwindigkeit bei Bedarf weiter (wie im Bild unten gezeigt).
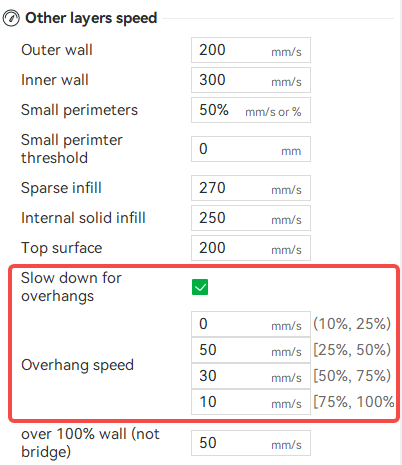
3. Reduzieren Sie die Düsentemperatur entsprechend. Wenn der hervorstehende Teil mit geringerer Geschwindigkeit gedruckt wird, kann die Düsentemperatur für den Druck gesenkt werden, was auch dazu beiträgt, den Kühlbedarf zu verringern.
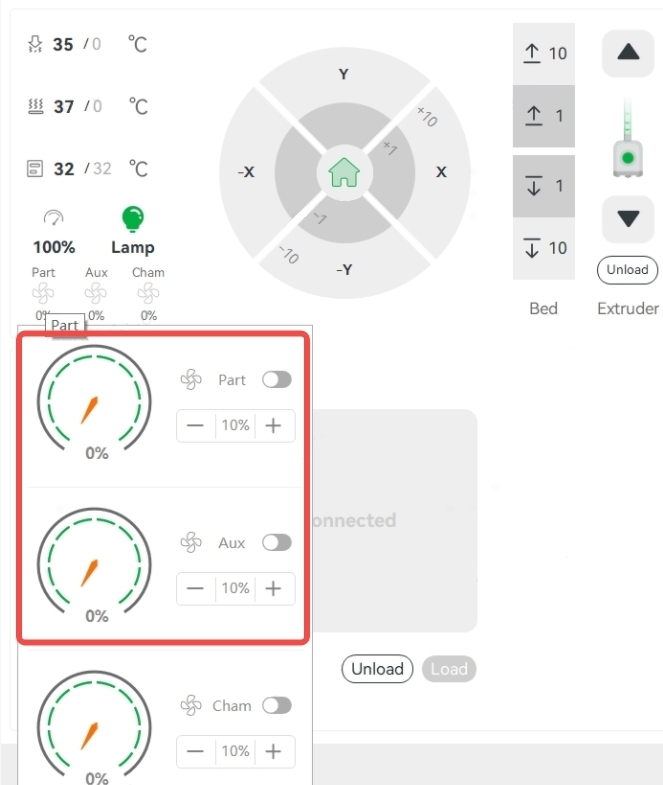
4. Erhöhen Sie die Geschwindigkeit des Zusatzteil-Kühllüfters und des Teil-Kühllüfters entsprechend. Wenn die Überhangqualität dauerhaft schlecht ist, prüfen Sie, ob der Teilekühllüfter und der Zusatzteilkühllüfter während des Druckvorgangs ordnungsgemäß funktionieren. Sie können dies testen, indem Sie den Prozentsatz der Lüftergeschwindigkeit im Slicer ändern und anpassen (wie unten gezeigt).
5. Öffnen Sie die Vordertür und die obere Glasabdeckung des Druckers für eine bessere Wärmeableitung. (Dies gilt im Allgemeinen nur für PLA-, PETG- und TPU-Filamente. Bei anderen Filamenten kann dies aufgrund der zu niedrigen Kammertemperatur zu Verformungen und schlechter Schichthaftung führen.)
Schlechte Qualität des Gerüsts
Eine schlechte Überbrückungsqualität ist darauf zurückzuführen, dass das extrudierte Filament nicht reibungslos verbunden ist. Die häufigsten Ursachen und entsprechenden Lösungen sind wie folgt:
1. Die Brückendistanz ist zu groß . Aktivieren Sie die Unterstützung.
2. Die Brückengeschwindigkeit ist zu hoch und der Brückenfluss zu niedrig, wodurch die Brücke reißt : Reduzieren Sie die Brückengeschwindigkeit entsprechend oder (und) aktivieren Sie „Dicke Brücken“.
3. Die Brückengeschwindigkeit ist niedrig und der Brückenfluss hoch, was zum Ausfall der Brücke führt : Erhöhen Sie entweder die Brückengeschwindigkeit entsprechend oder (e) reduzieren Sie den Brückenfluss.
4. Unzureichende Kühlung des Verbindungsfilaments : Reduzieren Sie die Düsentemperatur ausreichend und erhöhen Sie das Geschwindigkeitsverhältnis des Kühllüfters des Zusatzteils und des Kühllüfters des Hotends, um die Kühlung zu beschleunigen.
Verformung, Sturz oder Zusammenbruch des Modells
Ein Verziehen, Durchhängen oder Zusammenfallen des Drucks wird in der Regel durch Schrumpfung während des Druckens und unzureichende Haftung auf der Bauplatte verursacht. Nach der Verformung kann aufgrund des geringen Abstands zwischen dem verformten Teil und der Düse eine horizontale Linie auf der Druckoberfläche erscheinen, was zu einer Abflachung und einem Überlauf der Schichtextrusion führt. Wie unten gezeigt:
Nachfolgend sind mögliche Ursachen des Problems und deren Lösungen aufgeführt:
1. Das Modell ist zu dünn und zu hoch, mit einem hohen Schwerpunkt, und der Druckvorgang stoppt und bricht aufgrund von Vibrationen zusammen .
- Aktivieren Sie die Unterstützung.
- Verringerung der Druckgeschwindigkeit und Beschleunigung.
- Um das Layout vor dem Schneiden zu ändern, versuchen Sie, das Modell flach hinzulegen oder das Modell auszuschneiden und auszudrucken.
2. Drucken Sie mit gedrückter Düse.
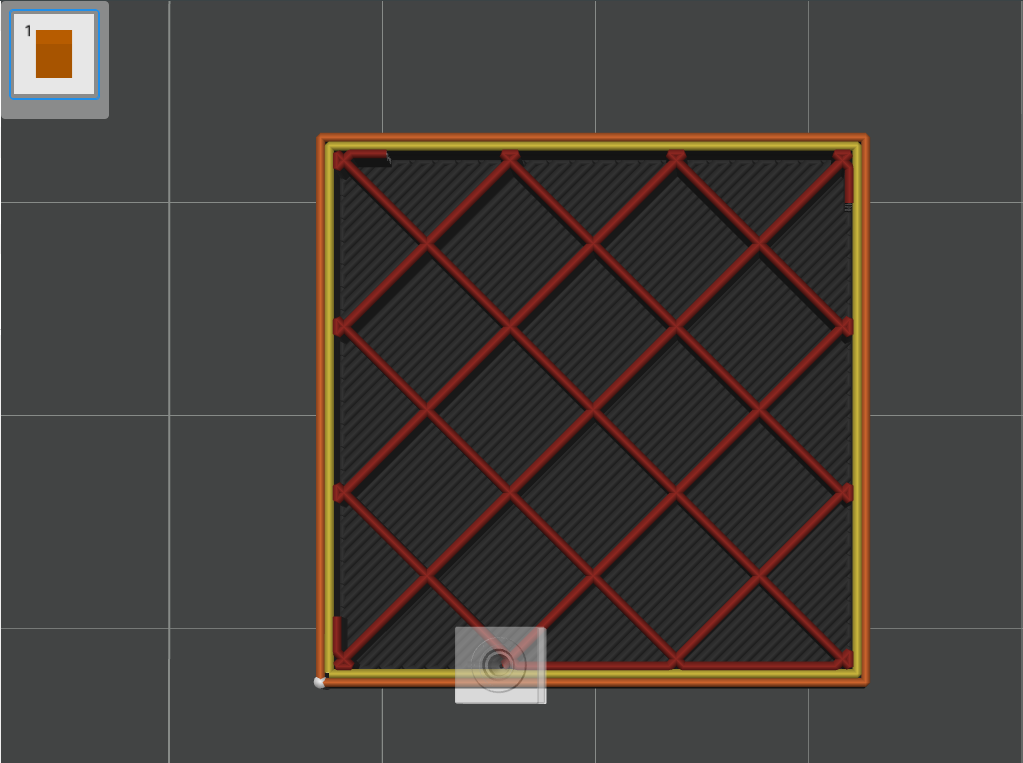
- Wenn die Düsentemperatur nicht ausreicht, schmilzt das Filament beim Hochgeschwindigkeitsdruck nicht ausreichend und die extrudierte Schmelze weist eine höhere Klebrigkeit und eine geringere Fließfähigkeit auf, was dazu führt, dass die Düse den Druck leicht zerkratzt. In diesem Fall empfiehlt es sich, die Düsentemperatur entsprechend zu erhöhen. Wenn durch die Verstopfung zudem die Düse oder der Druck teilweise blockiert wird, kann dies auch dazu führen, dass die Düse während des Druckvorgangs auf den Druck trifft. In diesem Fall empfiehlt es sich, die Düse gründlich zu reinigen und anschließend mit reduzierter Düsentemperatur und Druckgeschwindigkeit erneut zu drucken.
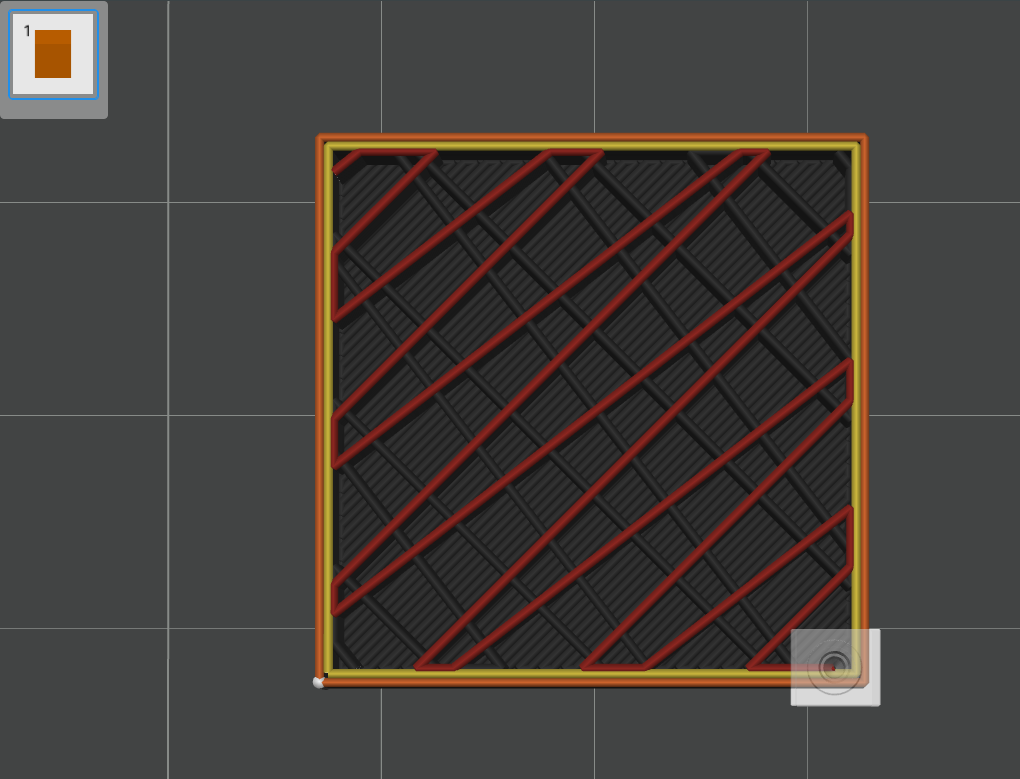
- Einige Füllmuster (wie Gitter, Dreiecke usw.) weisen Überschneidungen innerhalb einer einzelnen Schicht auf, sodass die Düse die Füllung an der Überschneidungsstelle zerkratzt, was normalerweise keine großen Auswirkungen auf den Druck hat. Und wenn dies passiert und die Haftung einiger Drucke beeinträchtigt, können Sie versuchen, die Druckgeschwindigkeit der Füllung zu verlangsamen oder das Füllmuster ohne Kreuzungspunkte zu ändern, z. B. Linie, geradlinig, Gyroid oder konzentrisch.
3. Das Verziehen von Drucken wird normalerweise durch unzureichende Haftung zwischen Modell und Bauplatte, zu schnelles Abkühlen des Modells oder übermäßiges teilweises Schrumpfen des Modells verursacht. Je größer die Druckgröße, desto leichter schrumpfen sie, und je höher die Fülldichte, desto leichter schrumpfen sie. Am stärksten schrumpfen ABS, ASA, PC, POM, PP, PA und PA-CF.
- Die Betttemperatur ist zu niedrig und daher ist die Haftung des Drucks auf dem Heizbett nicht ausreichend : Erhöhen Sie die Heizbetttemperatur entsprechend.
- Die Kammertemperatur ist zu niedrig und die Lüftergeschwindigkeit zu hoch, wodurch das Modell zu schnell abkühlt : Erhöhen Sie die Temperatur des beheizten Betts entsprechend, schließen Sie die Vordertür des Druckers, decken Sie die obere Abdeckung ab und reduzieren Sie die Lüftergeschwindigkeit entsprechend.
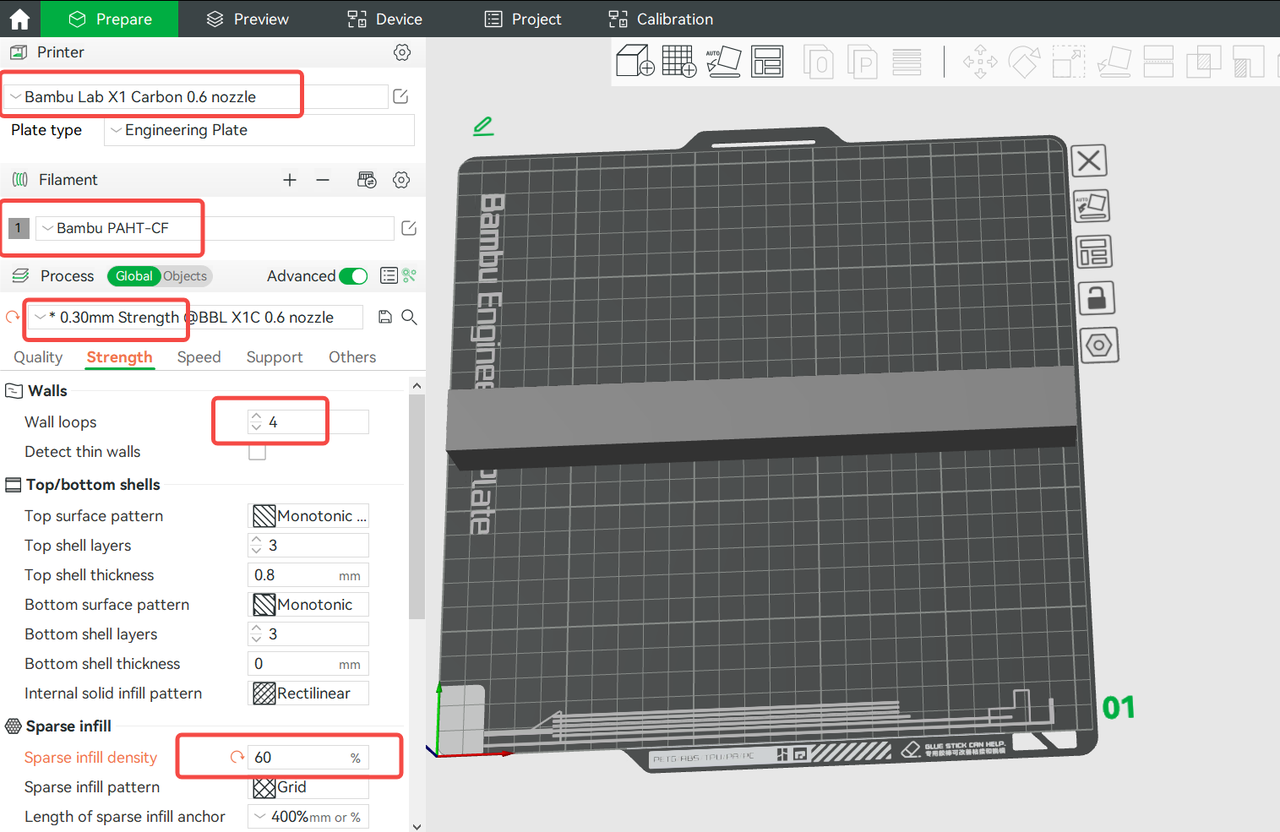
- Große Modellgröße und hohe Fülldichte – Wenn Ihre Drucke groß sind und die Fülldichte zu hoch eingestellt ist, z. B. 60 % (der Standardwert liegt bei 15 %), und es zu Verformungen kommt, passen Sie sie entsprechend an. Darüber hinaus besteht bei Füllmustern mit mehr geraden Linien eine höhere Wahrscheinlichkeit, dass sie schrumpfen. Sie können das Füllmuster in Gyroid ändern, um das Risiko einer Schrumpfung zu verringern. Bei einigen Bauteilen mit hohen Festigkeitsanforderungen können Sie 5 Wandschichten und eine Fülldichte von etwa 25 % verwenden. Um die Schrumpfungsneigung zu verringern, sollten Sie versuchen, eine Fülldichte von mehr als 50 % zu vermeiden. Für die meisten nicht strukturellen Teile mit geringen Festigkeitsanforderungen können die standardmäßigen 2 Wandschichten und 15 % Fülldichte direkt ausgewählt werden.
Unzureichende Haftung zwischen Druckmodell und Bauplatte.
- Das verwendete Druckbett passt nicht zum im Slicer ausgewählten „Betttyp“ – Oft lässt sich ein Filament auf verschiedenen Druckbetten mit unterschiedlichen Betttemperaturen drucken und bei der Auswahl des falschen Betttyps besteht die Gefahr einer schlechten Haftung durch unzureichende Haftung. Darüber hinaus weisen PEI-Strukturbauplatten Partikel auf der Oberfläche auf, sodass der Drucker nach dem Nivellieren des beheizten Betts die Düse um 0,04 mm absenkt, um eine gute Haftung der ersten Schicht zu gewährleisten. Wenn Sie auf einer PEI-Platte drucken und beim Slicen eine andere Platte im „Betttyp“ auswählen, ist die Düsenhöhe zu hoch, was die Haftung der ersten Schicht beeinträchtigt.
- Das Heizbett ist nicht richtig nivelliert : Reinigen Sie zuerst die Walze und die Düse, nivellieren Sie dann das Heizbett und drucken Sie erneut.
- Verschmutzte oder beschädigte Druckplatte : Reinigen Sie die Druckplatte (mit Wasser und Reinigungsmittel) oder ersetzen Sie das Blatt bzw. die Druckplatte durch ein neues Blatt bzw. eine neue Platte.
- Unzureichende Krempe : Aktivieren Sie die Krempe und vergrößern Sie ihre Breite.
- Nicht richtig geklebt : Tragen Sie vor dem Drucken gleichmäßig Klebstoff auf die Oberfläche der Druckplatte auf.
- Die Temperatur des Heizbetts ist zu niedrig . Erhöhen Sie die Temperatur des Heizbetts entsprechend.
Eine andere Lösung:
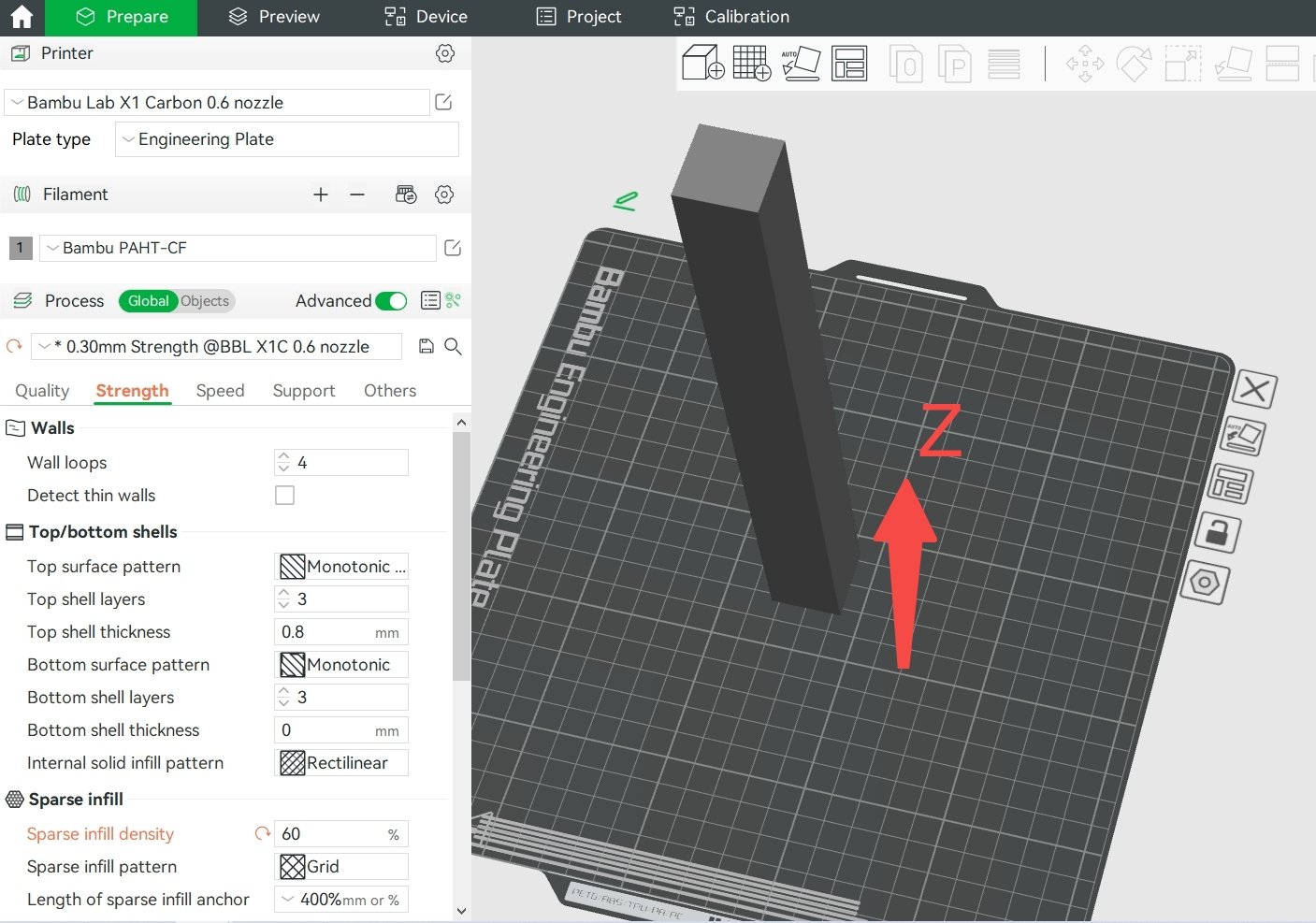
(1) Das Modell selbst: Vermeiden Sie das Drucken großer Modelle mit einer großen Oberfläche in direktem Kontakt mit dem Heizbett. Wenn Sie ein großes Modell drucken müssen, sollten Sie es in kleinere Teile aufteilen oder das Modell in einem Winkel drehen. Dabei kann es hilfreich sein, das größere Teil in einem Winkel von etwa 45° in Z-Richtung zu kippen. Es ist wichtig zu beachten, dass der Zwischenschichtwiderstand eines Modells in der Regel deutlich geringer ist als der vertikale Zwischenschichtwiderstand. Das bedeutet, dass der Widerstand in Z-Richtung in der Regel deutlich geringer ist als der Widerstand in X- und Y-Richtung. Wenn Sie also eine hohe Tragfähigkeit für ein Modell benötigen, sollten die Schichten nicht die Hauptlast tragen. Beim Auslegen der Modelle ist darauf zu achten, dass die Zwischenschicht nicht zur primären tragenden Fläche wird. Wenn Sie beispielsweise ein großes Strukturteil, das eine hohe Belastung aushalten muss, mit PA-CF drucken möchten, können Sie sich für das Layout an der folgenden Abbildung orientieren.
Durch die Anordnung der Modelle wie in Abbildung A dargestellt entsteht eine große Kontaktfläche zwischen Modell und Heizbett, d. h. ein erheblicher Teil des Modells befindet sich in X- und Y-Richtung. Diese Anordnung bietet Vorteile hinsichtlich der Festigkeit, erhöht aber auch die Gefahr von Verformungen . Nicht empfohlen.
Durch die Anordnung des Modells wie in Bild B dargestellt ergibt sich eine sehr kleine Kontaktfläche zwischen dem Modell und dem beheizten Bett, d. h. der Prozentsatz in X- und Y-Richtung ist minimal. Diese Anordnung hilft, Verformungen zu vermeiden, hat aber auch den Nachteil eines deutlich höheren Anteils in der Zwischenschicht (Z-Richtung), was zu einer geringeren Modellfestigkeit führt – Nicht zu empfehlen.
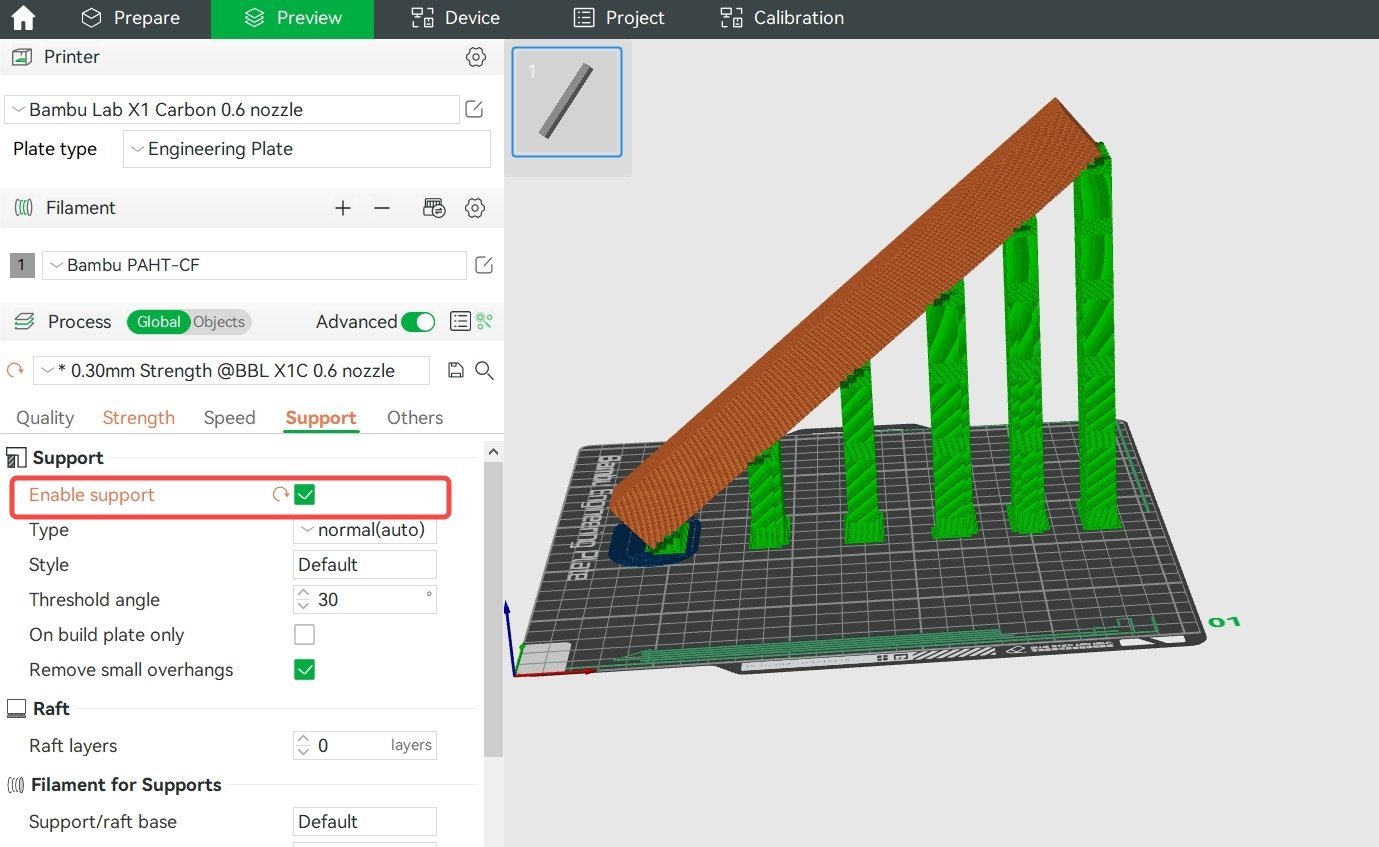
Durch die Anordnung des Modells wie in Abbildung C gezeigt weist das Modell einen ähnlichen Prozentsatz in X-, Y- und Z-Richtung auf, wodurch Verformungen vermieden werden und gleichzeitig die Festigkeit erhalten bleibt. Es ist wichtig zu beachten, dass diese Anordnung zu mehreren hervorstehenden Bereichen führen kann. Um dieses Problem zu lösen, müssen Sie Ihrem Modell entsprechende Unterstützung hinzufügen. Sie können die automatische Unterstützung aktivieren oder die Unterstützung manuell fertig lackieren , abhängig von den Eigenschaften der Modelle.
(2) Filamentauswahl: Es ist wichtig zu beachten, dass Hochtemperaturfilamente wie ABS, ASA, PC, PA, PA-CF und andere leichter verformbar sind . Daher ist es ratsam, sie bei großen Drucken nach Möglichkeit zu vermeiden . Stattdessen wird empfohlen, Filamente wie PLA, PLA-CF, PETG, PETG-CF, PET-CF und andere auszuwählen, die weniger anfällig für Verformungen sind .
4. Weitere Anweisungen
- Wenn die Schrumpfkraft der Drucke größer ist als die Magnetkraft zwischen den Drucken und dem beheizten Bett und größer ist als die Haftkraft zwischen den Drucken und der Bauplatte, dann ist die Wahrscheinlichkeit größer, dass es zu Verformungen und Trennungen zwischen den Drucken und der Bauplatte kommt. In diesem Fall sollte die Haftung zwischen den Drucken und der Bauplatte erhöht werden.
- Wenn die Schrumpfkraft der Drucke größer ist als die Haftkraft zwischen den Druckstücken und der Bauplatte und größer ist als die Magnetkraft zwischen der Bauplatte und dem beheizten Bett, dann ist die Wahrscheinlichkeit größer, dass es zu Verformungen und Trennungen zwischen der Bauplatte und dem beheizten Bett kommt. In diesem Fall sollte die Haftung zwischen Druckplatte und Heizbett erhöht werden. Verwenden Sie beispielsweise nach dem Druckstart Metallklammern, um die Seiten und Ecken der Druckplatte und des beheizten Bettes festzuziehen - Achten Sie darauf, nicht von der Maschine getroffen zu werden oder den Druck zu beeinträchtigen.
- Bitte beachten Sie, dass bei großen Druckgrößen, hoher Fülldichte und der Verwendung eines Filaments mit hoher Verzugswahrscheinlichkeit eine Schrumpfung während des Druckvorgangs unvermeidlich ist und sich mit den oben genannten Methoden mögliche Verzüge möglicherweise nicht vollständig vermeiden lassen.
Filament klebt an der Düse
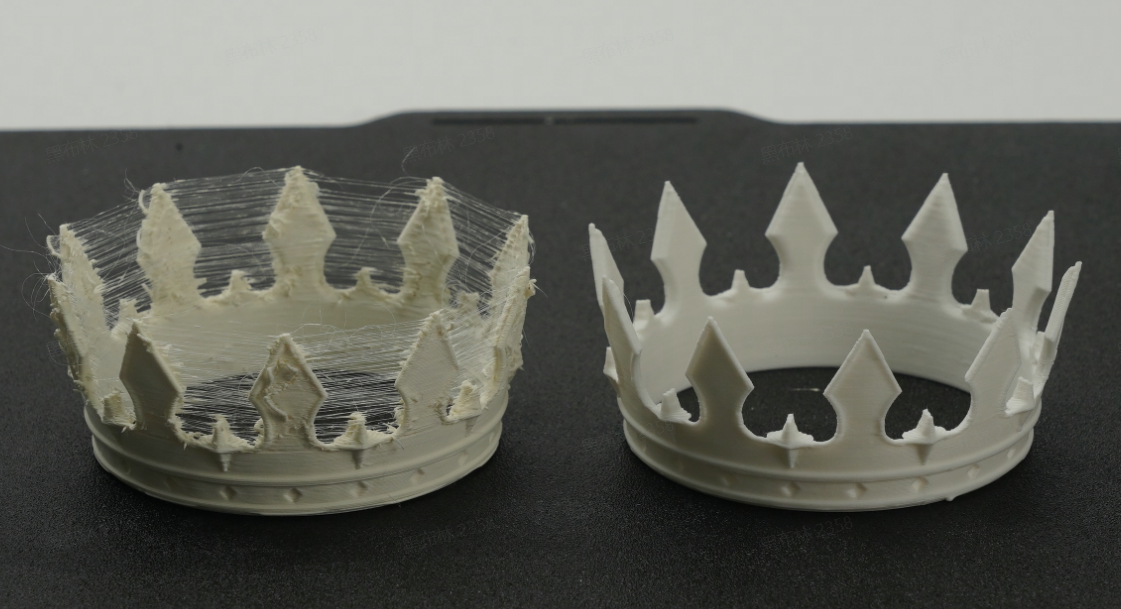
Manchmal bleibt nach einer gewissen Druckdauer ein kleiner Teil des extrudierten Filaments an der Düse haften, was zu Materialmangel, Rauheit und anderen Phänomenen im gedruckten Modell führt. Noch schlimmer ist, dass sich in der Düse eine große Materialmasse ansammelt, was zu einem Druckfehler führt. Die folgende Abbildung zeigt ein typisches Phänomen, bei dem die Düse am Filament klebt.
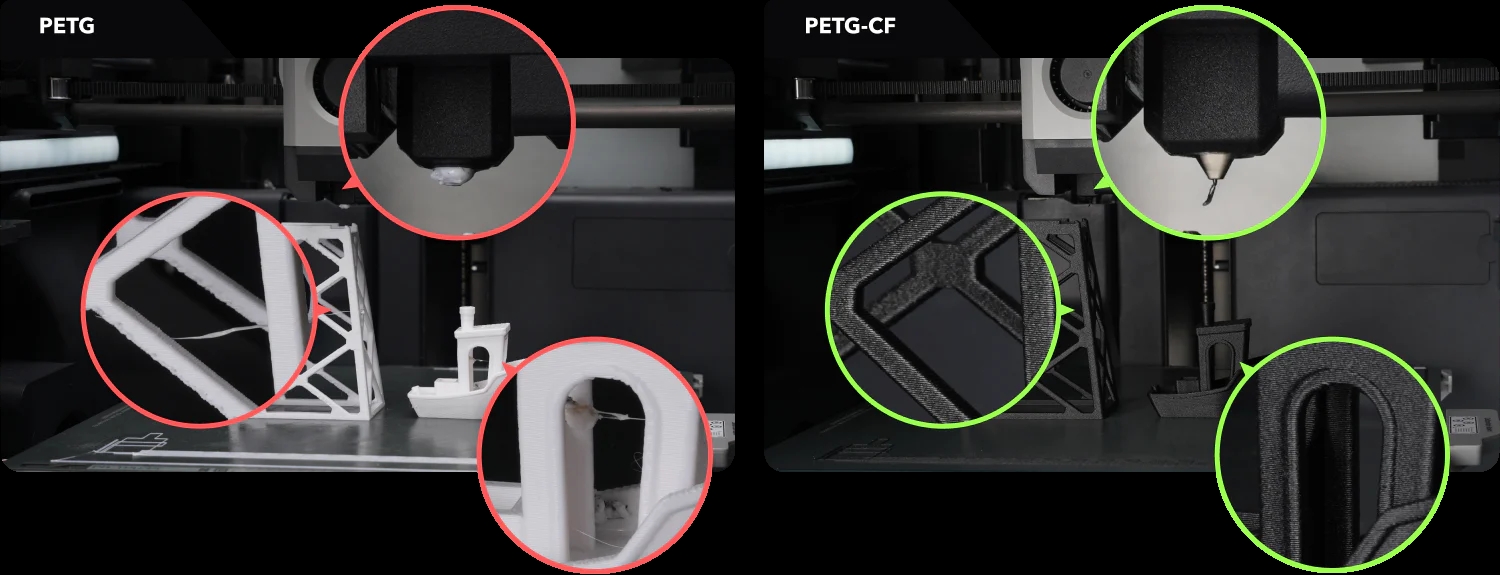
Dieses Problem tritt normalerweise beim Drucken von PETG-Filamenten auf, zu denen gewöhnliches PETG und PETG-CF gehören. Bambu PETG Basic und Bambu PETG-CF sind speziell formuliert und optimiert, sodass die Wahrscheinlichkeit einer klebrigen Düse viel geringer ist als bei anderen PETG- und PETG-CF-Marken auf dem Markt. Und selbst wenn es zu einer verklebenden Düse kommt, sind die Auswirkungen sehr gering und führen selten zu Druckfehlern. In einigen Sonderfällen kann es jedoch dennoch zu Problemen mit festsitzenden Düsen kommen. Nachfolgend finden Sie die entsprechenden Lösungen.
1. Das Filament ist nass
Obwohl die Wasserabsorptionsrate von PETG-Filamenten relativ gering ist, ist das Filament nach einer gewissen Zeit der Einwirkung feuchter Luft immer noch nass. Je höher die Luftfeuchtigkeit in der Umgebung ist, desto schneller wird das Filament nass, was zu Problemen wie Düsenverklebung, Filamentbildung, Flüssigkeitslecks und einer rauen Druckoberfläche führt. Der Grund hierfür liegt darin, dass sich der vom Filament mitgeführte Wasserdampf beim Durchströmen der Düse aufgrund der Hitze stark ausdehnt, wodurch sich die Schmelze an der Düse ausdehnt und verteilt. Wenn ein Teil davon an der Außenwand der Düse haftet, kann dies zum Festkleben der Düse führen. Die entsprechende Lösung besteht darin, die Filamentrolle in einen Umluftofen zu legen und sie etwa 8 Stunden lang bei 65–75 °C zu trocknen oder zum Trocknen des Filaments ein beheiztes X1C-Bett zu verwenden (siehe Verfahren und 3mf-Datei zum Trocknen von Filament mit beheiztem X1C-Bett | Bambu Lab Wiki) .
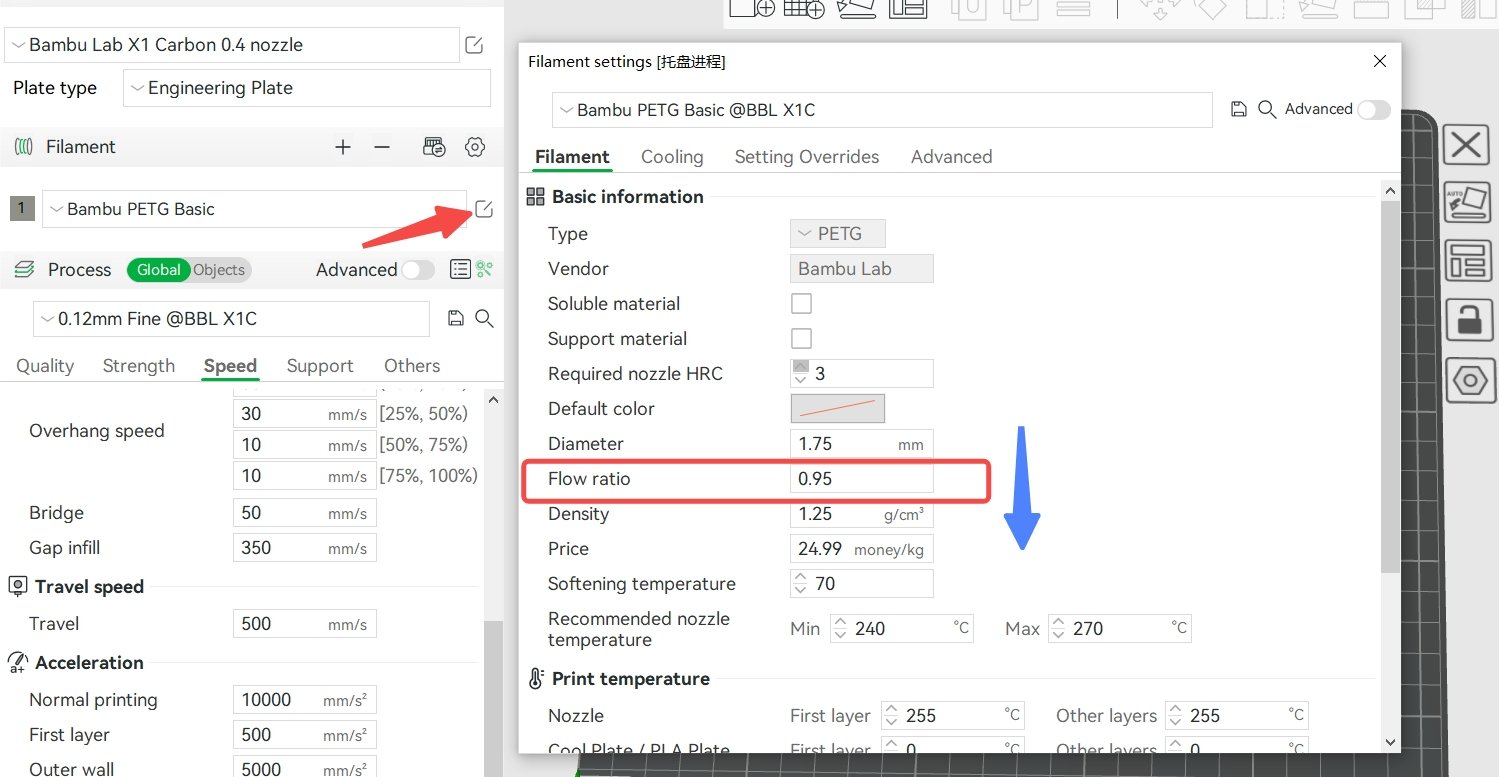
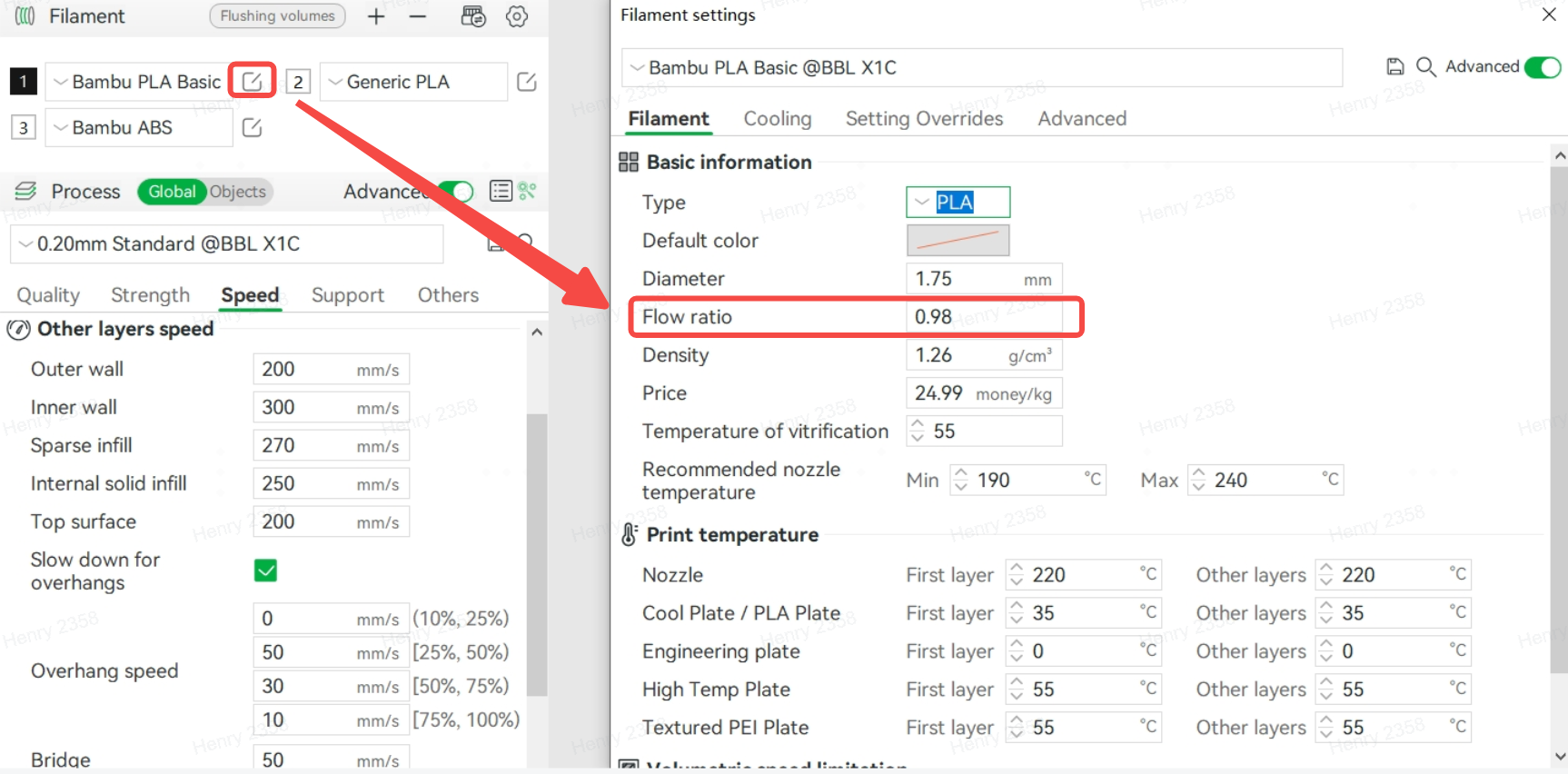
2. Das Durchflussverhältnis ist zu groß oder die Düse ist abgenutzt und das tatsächliche Verhältnis ist größer als das eingestellte
Für PETG-Filamente liegt das empfohlene Fließverhältnis zwischen 0,93 und 0,96. Liegt er unter 0,93, steigt das Risiko eines Materialmangels und die Zwischenschichtbindungsstärke des Modells ist gering. Wenn der Wert höher als 0,96 ist, ist der Modellwiderstand höher, jedoch steigt auch das Risiko von Lecks und festsitzenden Düsen. Das Standard-Fließverhältnis von Bambu PETG Basic und Bambu PETG-CF beträgt 0,95. Erhöhen Sie es nicht nach Belieben. Wenn Sie diese beiden Filamente nach dem Trocknen (sehr wichtig) zum Drucken einiger Modelle verwenden und das Problem einer klebrigen Düse auftritt, prüfen Sie bitte zuerst, ob die Düse abgenutzt ist. Wenn dies der Fall ist, ersetzen Sie sie bitte. wenn es nicht abgenutzt ist, versuchen Sie, diesen Wert leicht zwischen 0,93 und 0,94 zu senken.
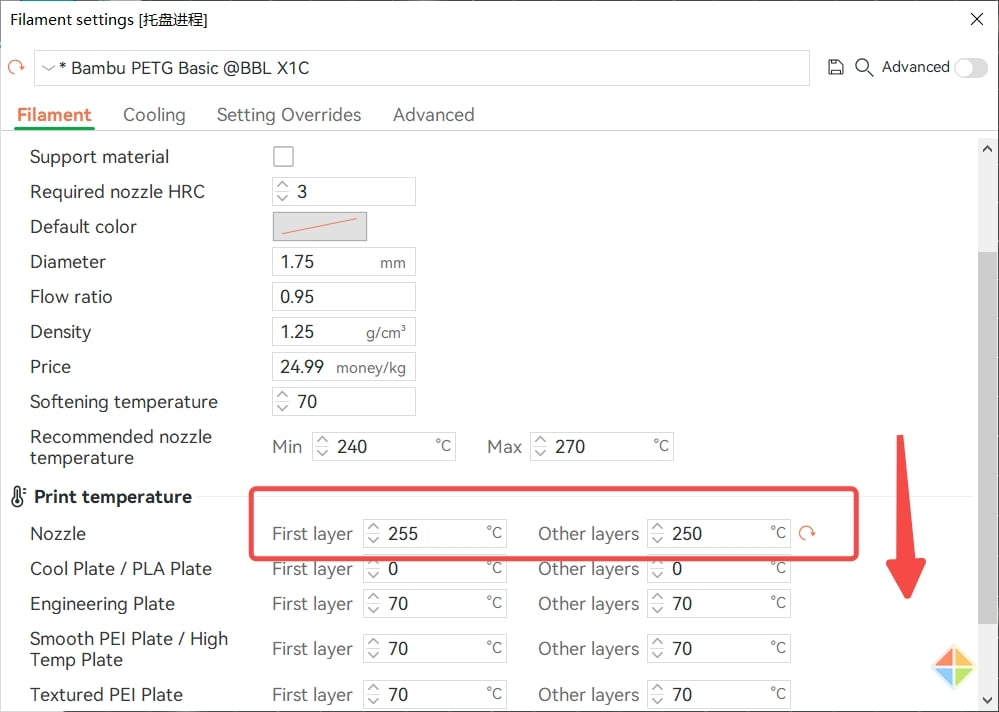
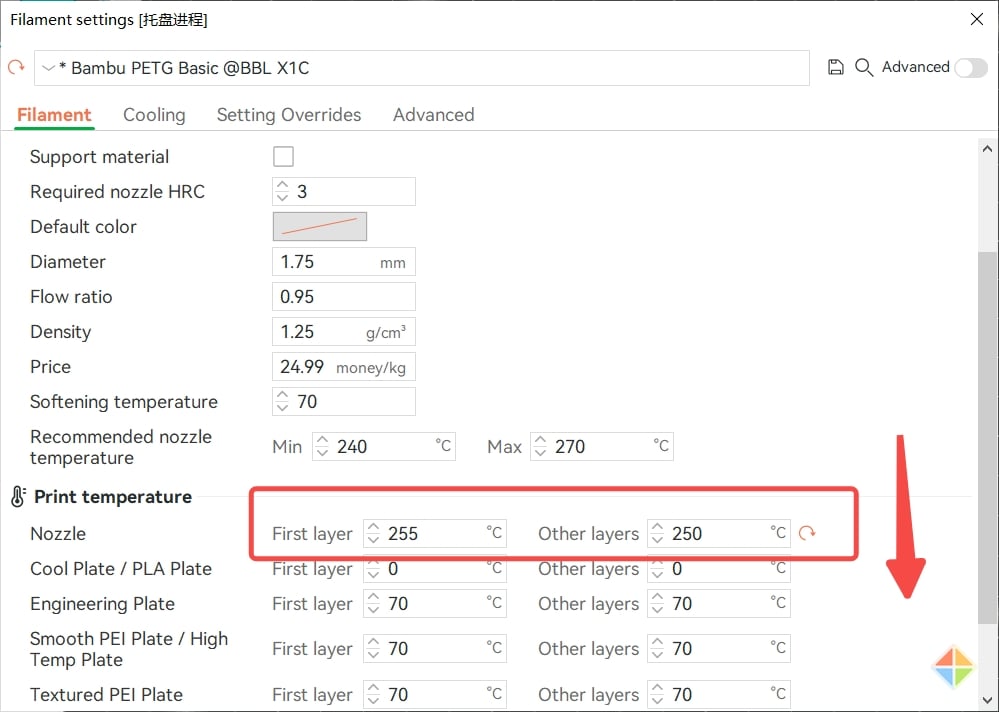
3. Die Druckgeschwindigkeit ist zu langsam oder die Drucktemperatur zu hoch
Generell gilt: Je höher die Druckgeschwindigkeit, desto mehr Filament muss pro Zeiteinheit geschmolzen werden und desto höher ist die erforderliche Düsentemperatur. Bei sehr hoher Druckgeschwindigkeit muss die Düsentemperatur richtig eingestellt werden, um ein unzureichendes Schmelzen des Filaments und damit einen Materialmangel zu vermeiden. Im Gegenteil, wenn die Druckgeschwindigkeit sehr niedrig ist, ist die Aufheizzeit des Filaments in der Düse länger, das Schmelzen ist vollständiger und die Schmelzflüssigkeit ist stärker. Wenn die Düsentemperatur zu diesem Zeitpunkt nicht richtig gesenkt wird, kann dies zu Problemen wie Filament- und Materiallecks und einem Festkleben der Düse führen. Wenn Sie daher die Druckgeschwindigkeit und die maximale Volumengeschwindigkeit (entsprechend der höchsten Druckgeschwindigkeit) reduzieren, reduzieren Sie bitte gleichzeitig die Düsentemperatur entsprechend.
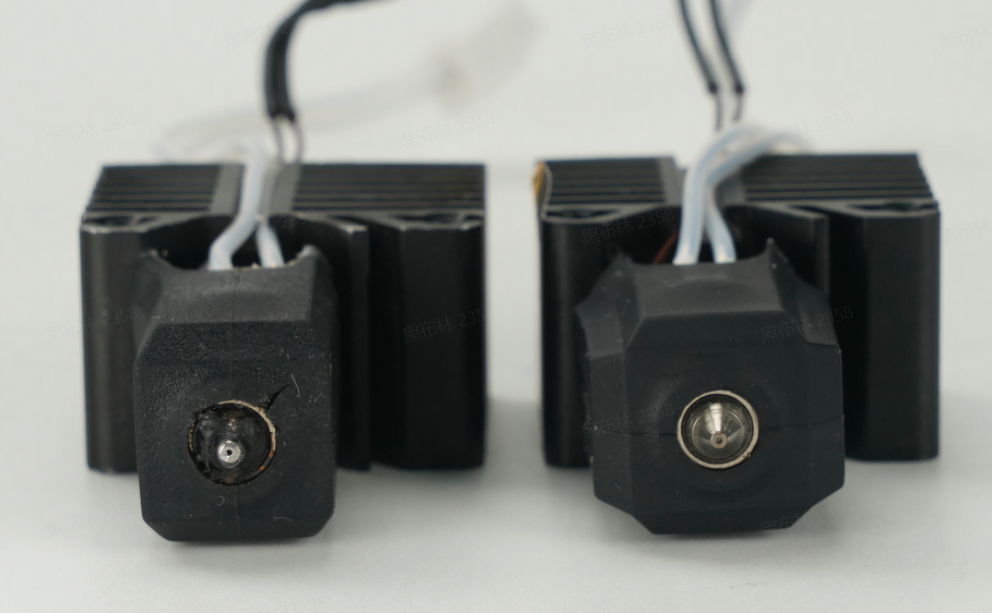
4. Das Düsenreinigungsteil ist abgenutzt, locker, zu klein oder beschädigt
Nach einer gewissen Nutzungsdauer kann das Düsenreinigungsteil abgenutzt, locker, niedrig oder beschädigt sein, was zu einer schlechten Düsenreinigungswirkung und zum Anhaften von Filamentrückständen an der Düse führt. Bitte bestätigen Sie, ob diese Probleme vorliegen, indem Sie eine Sichtprüfung durchführen, das Düsenreinigungsteil manuell bewegen, das Hotend zum Düsenreinigungsteil drücken, um die Höhe nach dem Ausschalten zu vergleichen, und das Hotend drücken, um schnell auf das Düsenreinigungsteil zu treffen. Wenn diese Probleme festgestellt werden, sollten die Düsenteile repariert oder ersetzt werden.
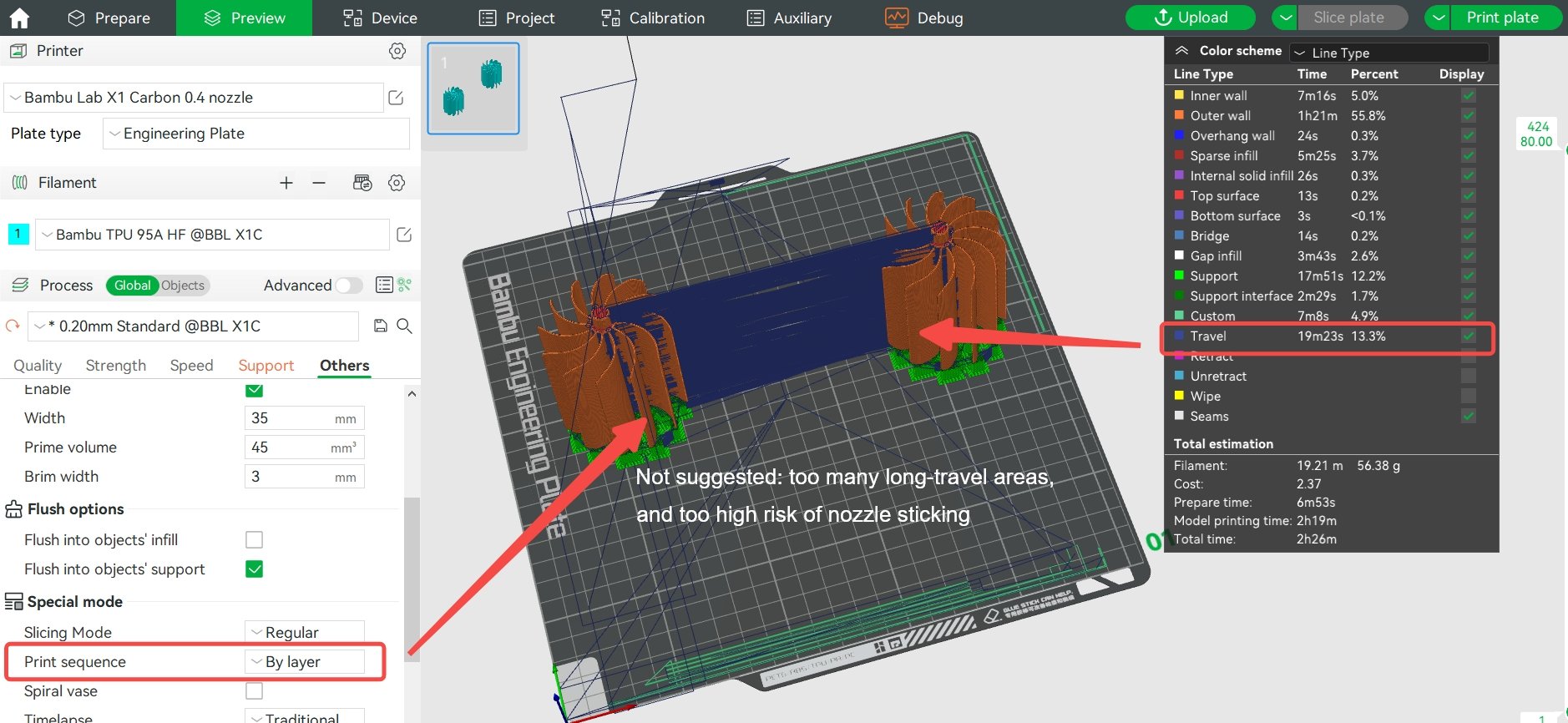
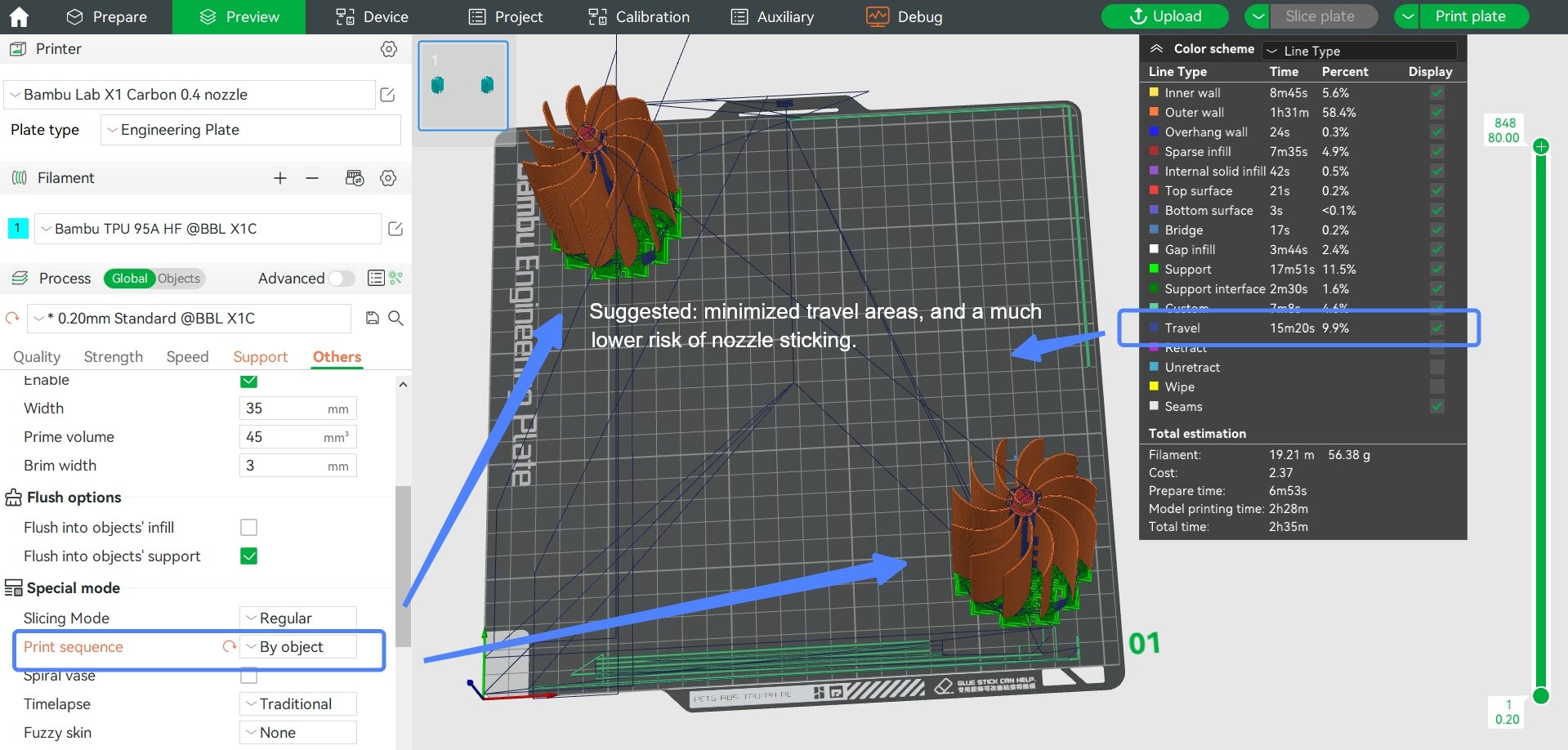
5. Das Modell selbst hat zu viele Weitsprungbereiche (diskontinuierliche Bereiche)
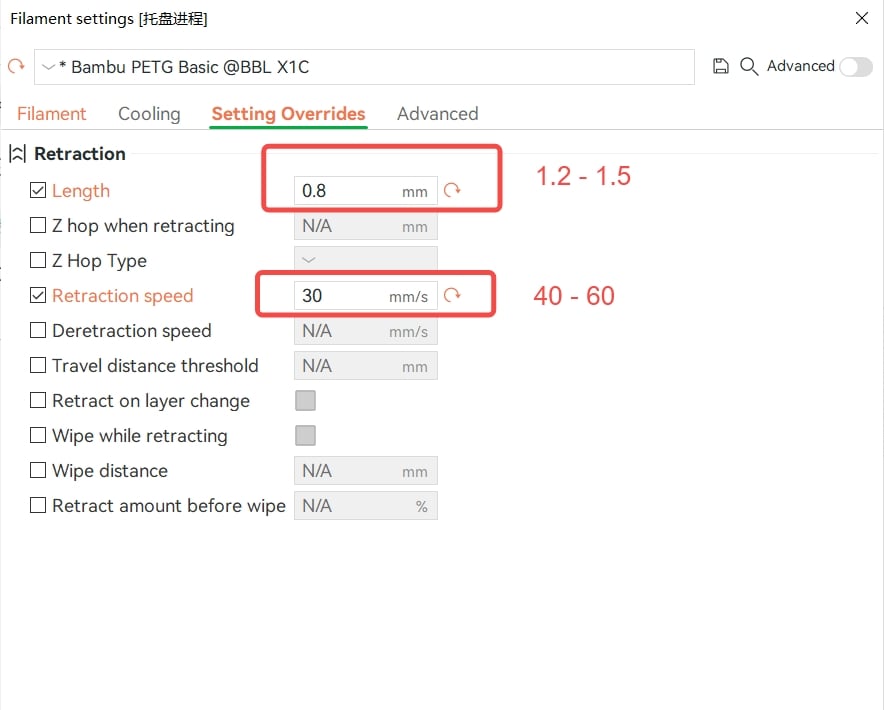
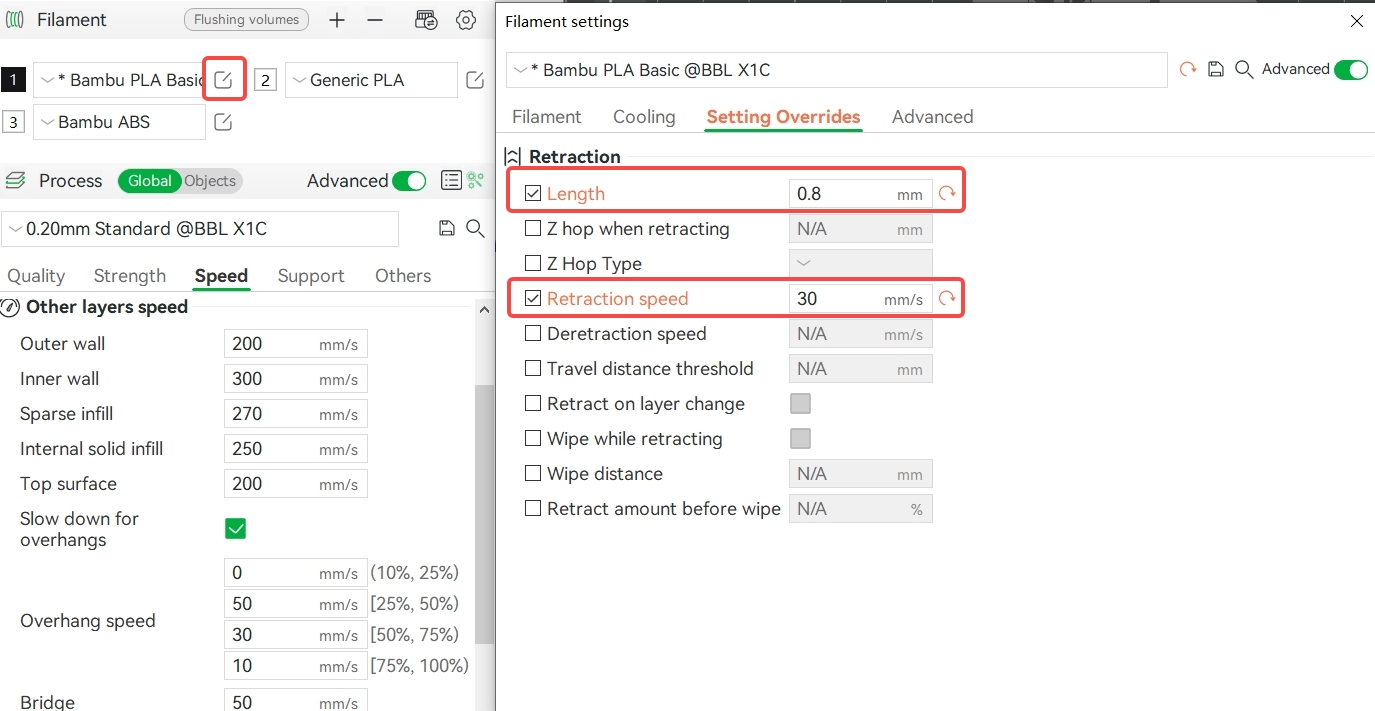
Wenn das Modell selbst viele Weitsprungbereiche hat (diskontinuierliche Bereiche) oder wenn die Modellplatzierung ungünstig ist und es während des Druckens zu vielen Bewegungen über weite Distanzen kommt, kann das geschmolzene Filament in der Düse während des Bewegungsvorgangs beim Drucken austreten und während des Druckens an der Außenkante der Düse reiben und sich kontinuierlich ansammeln, wodurch die Düse blockiert wird. Zu diesem Zeitpunkt sollte eine angemessene Methode zur Modellpositionierung verwendet werden, um zu viele Bewegungen über große Entfernungen zu vermeiden. Sie können auch erwägen, die Rückzugslänge und die Rückzugsgeschwindigkeit entsprechend zu erhöhen. Hinweis: Wenn die Rückzugslänge zu groß eingestellt ist, kann es zu Verstopfungen kommen. Generell wird empfohlen, 2 mm nicht zu überschreiten.
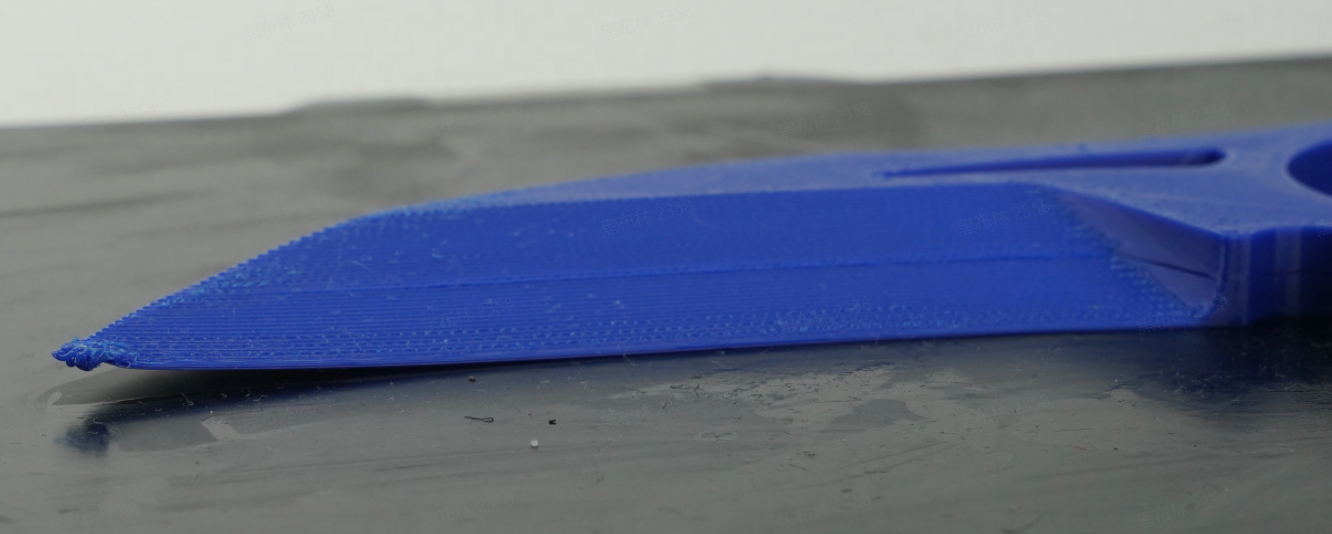
Unterextrusion
Die Ursache hierfür ist in der Regel eine unzureichende Extrusion. Dabei lassen sich zwei Phänomene unterscheiden: allgemeine Unterextrusion und lokale Unterextrusion.
Insgesamt sind die Linien während der Extrusion normalerweise spärlich, wie in der folgenden Abbildung gezeigt:
Einem Teil des Modells fehlt Material, wie unten gezeigt:
 |
 |
Nachfolgend sind mögliche Ursachen des Problems und deren Lösungen aufgeführt:
1. Übermäßiger Extrusionswiderstand
- Festsitzende Spule oder verwickeltes Filament: Vor dem Drucken prüfen und neu ordnen
- PTFE-Schläuche weisen Fremdkörper auf, sind teilweise verbogen oder verschlissen: Reinigen Sie die Fremdkörper oder ersetzen Sie den Schlauch.
- Extruderzahnräder stecken fest oder sind beschädigt: Zahnräder reinigen oder ersetzen.
- Innerer Düsendurchgang verstopft, schwierige Extrusion (leicht zu überprüfen nach längerem Drucken mit Filament, das Fasern enthält): Reinigen Sie die Düse oder ersetzen Sie sie durch eine neue.
2. Das Extrusionsvolumen ist zu klein
Die Schmelz- und Extrusionsgeschwindigkeit des Filaments kann nicht mit der Druckgeschwindigkeit mithalten: Erhöhen Sie die Düsentemperatur oder verringern Sie die Druckgeschwindigkeit entsprechend. Wenn Sie den „Ludicrous Mode“ (Drucken mit höherer Geschwindigkeit) aktivieren möchten, ist es besser, die Düsentemperatur (ca. 10 °C) zu erhöhen, um die Schmelzgeschwindigkeit des Filaments zu erhöhen. Wenn Sie Filamente von Drittanbietern verwenden möchten (die möglicherweise keinen Hochgeschwindigkeitsdruck unterstützen), wählen Sie den Parameter „Generisch“ zum Schneiden und Drucken mit einer relativ langsamen Druckgeschwindigkeit.
- Innerer Düsendurchgang verstopft, schwierige Extrusion (leicht zu überprüfen nach längerem Drucken mit Filament, das Fasern enthält): Reinigen Sie die Düse oder ersetzen Sie sie durch eine neue.
- Sollte die gesamte Oberfläche des Modells offensichtlich materialleer sein, kann es auch sein, dass die Durchflussmenge nicht ausreicht, Sie können die Durchflussmenge im Slicer etwas erhöhen. Wenn Sie das offizielle Bambu-Filament verwenden, wird empfohlen, das Standard-Durchflussverhältnis zu verwenden und es nicht nach Wunsch zu ändern.
3. Unangemessener PA-Wert
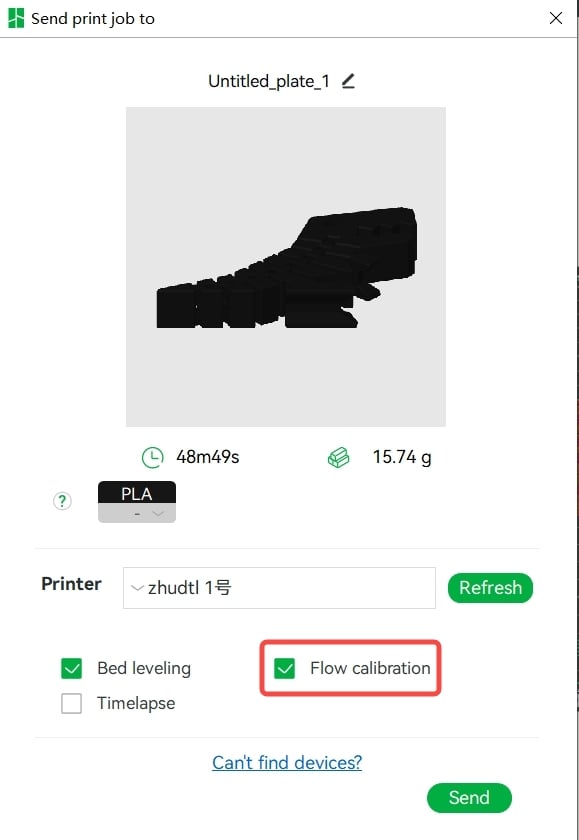
Wenn bei Ihrem Modell an der Ecke ein Materialmangel vorliegt (Abbildung unten), ist wahrscheinlich der Druckvorschubwert falsch eingestellt und der Durchfluss muss neu kalibriert werden.
.png)
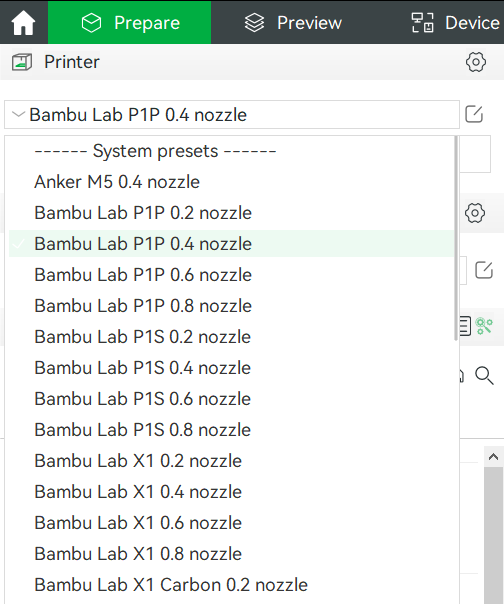
Die Funktion der Durchflusskalibrierung besteht darin, sicherzustellen, dass das aus dem Extruder extrudierte Filament gleichmäßig bleibt, wenn sich der Werkzeugkopf während des Druckens bewegt, und so zu viel oder zu wenig Material an den Beschleunigungs- oder Verzögerungsknoten zu vermeiden. Wenn der Druckzufuhrwert falsch ist, kann es dazu kommen, dass sofort zu viel oder zu wenig Filament extrudiert wird. Die Durchflusskalibrierungsmethode der Drucker der Serien P1P und X1 ist in der folgenden Abbildung dargestellt:
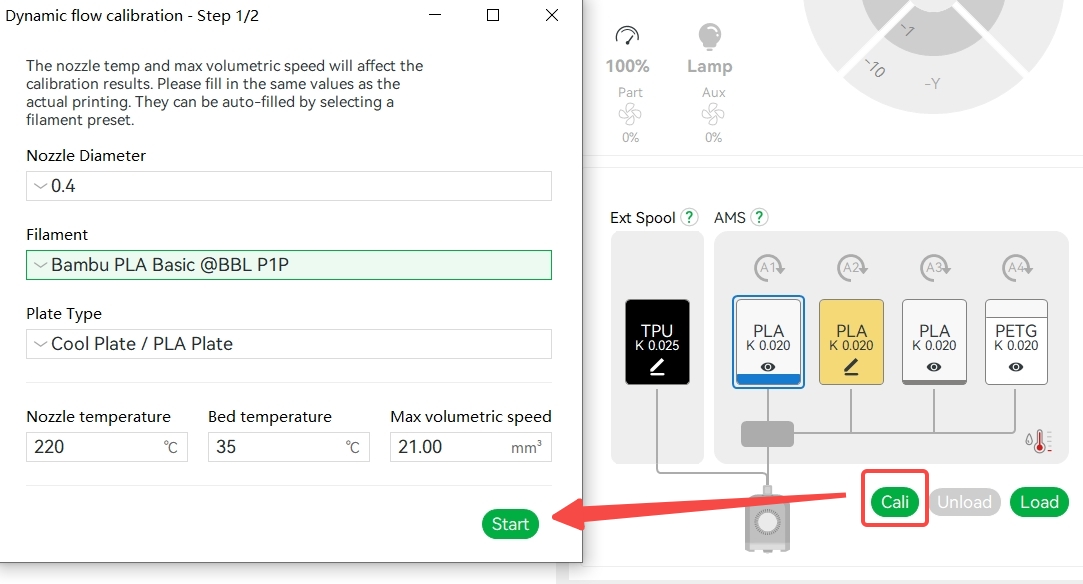
Der Kern der Durchflusskalibrierung besteht darin, einen geeigneten Extrusionskompensationswert zu finden, um während der Beschleunigungs- und Verzögerungsbewegung des Werkzeugkopfes eine gleichmäßige Extrusionslinie sicherzustellen.
Straffung und Schwitzen
Ursache: Übermäßige Düsenextrusion oder anormale Ausdehnung und Strömung des geschmolzenen Filaments.

1. Nasses Filament – Es wird empfohlen, das Filament zuerst zu trocknen und es dann in einem luftdichten Behälter mit Trockenmittel zu verwenden. Sie können sich zum Trocknen des Filaments an diesem Wiki orientieren: Verfahren und 3mf-Datei zum Trocknen des Filaments mit dem beheizten Bett X1C | Bamboo Lab Wiki
2. Das Modell verfügt über eine lange Verfahrstrecke und eine geringe Rückzugslänge, wodurch das Filament während der Verfahrstrecke aus der Düse austritt: Reduzieren Sie beim Drucken mehrerer Modelle den Abstand zwischen den Modellen und erhöhen Sie entsprechend die Rückzugslänge bzw. Rückzugsgeschwindigkeit. Hinweis: Wenn die Rückzugslänge zu groß eingestellt ist, kann es leicht zu Verstopfungen kommen. Es wird generell empfohlen, 2 mm nicht zu überschreiten.
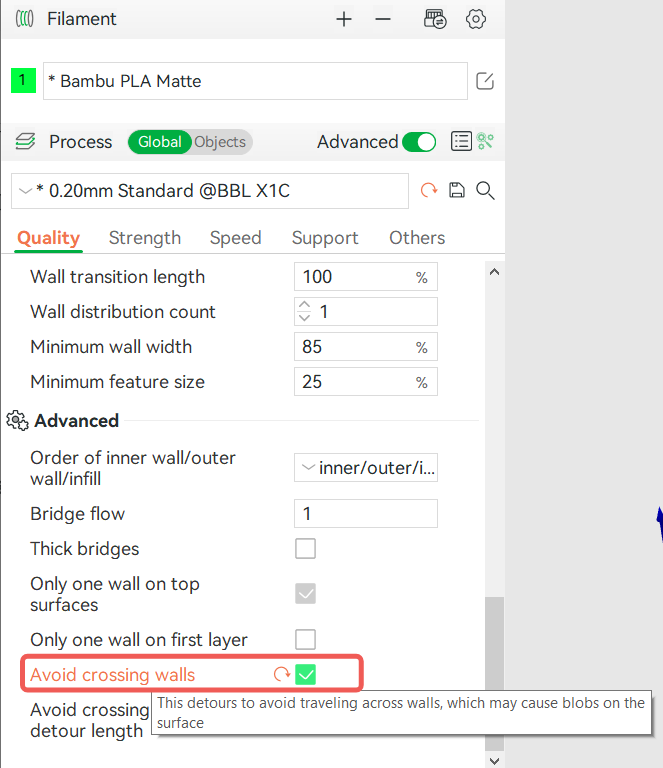
3. Das Modell weist eine besondere Struktur oder eine falsche Positionierung auf. Wenn in einem einzigen Muster mehrere diskontinuierliche Strukturen vorhanden sind und der Abstand zwischen den Mustern groß ist, kommt es beim Drucken zu Verschiebungen über große Entfernungen, sodass das geschmolzene Filament während der Verschiebung tropft und Fehler wie Fadenbildung und Auslaufen verursacht. In diesem Fall kann der Positionierungsabstand zwischen den Modellen verringert werden. Sie können auch „ Überqueren von Wänden vermeiden “ aktivieren, um die Wahrscheinlichkeit einer Verkettung zu verringern.
4. Die Düsentemperatur ist zu hoch und die Viskosität des geschmolzenen Filaments zu niedrig: Reduzieren Sie die Düsentemperatur entsprechend.
5. Bei Verwendung von Filamenten mit geringer Dichte (wie LW-PLA) ist die Drucktemperatur oder das Durchflussverhältnis nicht richtig eingestellt: Es wird empfohlen, die Drucktemperatur richtig zu reduzieren und das Durchflussverhältnis zwischen 0,5 und 0,7 einzustellen. Filamente mit geringer Dichte, wie beispielsweise LW-PLA, weisen im Inneren mehr Löcher und Gas (Wasser) auf. Beim Druckvorgang entsteht Gas, das zu einer starken Ausdehnung des geschmolzenen Filaments führt. Daher wird empfohlen, das Filament vor dem Drucken zu trocknen und beim Schneiden ein niedrigeres Fließverhältnis einzustellen.
6. Die Düsenöffnung ist zu groß, wodurch mehr Filament aus der Düse kommt.
- Wählen Sie beim Slicen die falsche Düsengröße oder verwenden Sie beim Drucken eine Düse mit größerem Durchmesser. Stellen Sie vor dem Drucken sicher, dass die ausgewählte Konfiguration Ihrer tatsächlichen Düsengröße entspricht.
- Die Düse ist schon lange im Einsatz und weist deutliche Verschleißerscheinungen auf: Ersetzen Sie sie.
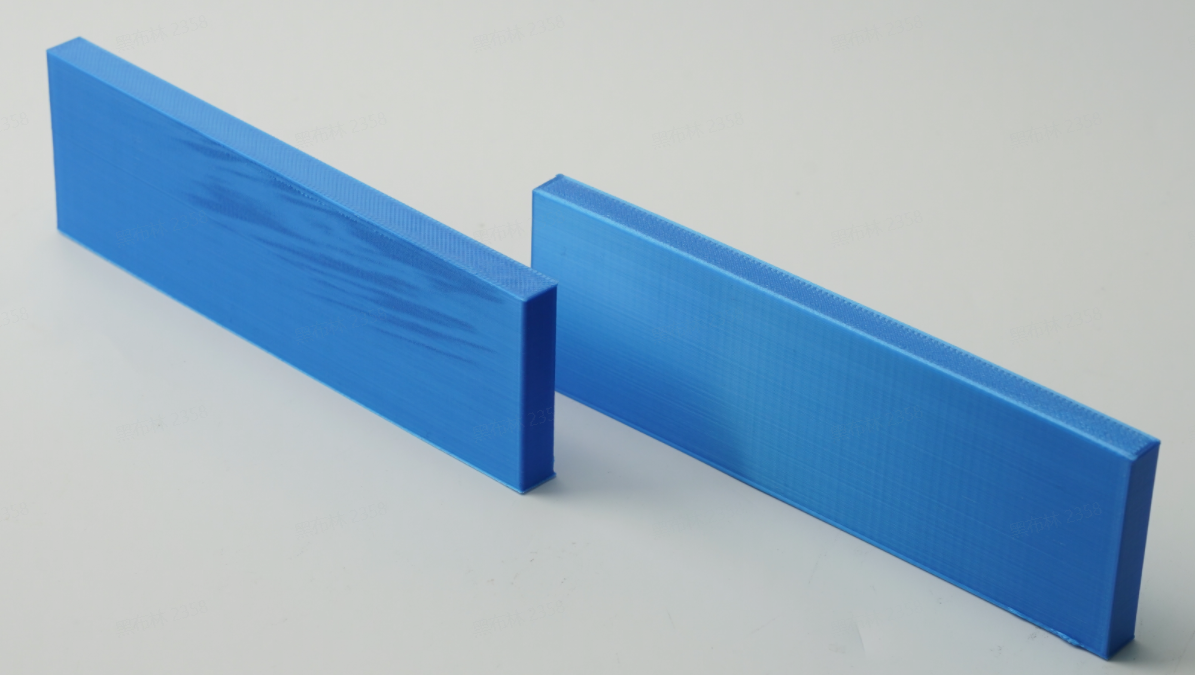
Verschiedene Bereiche des Modells haben unterschiedlichen Glanz
Direkte Ursache: Die Drucktemperatur ist gleich, je niedriger die Druckgeschwindigkeit, desto heller die Oberfläche; Bei gleicher Druckgeschwindigkeit gilt: Je höher die Drucktemperatur, desto heller und glatter die Oberfläche. Der Kernpunkt besteht darin, dass der Schmelzgrad des Materials unterschiedlich ist und die Fließfähigkeit unterschiedlich ist, was zu einer unterschiedlichen Oberflächenrauheit des Druckmusters führt. Dieses Phänomen ist beim Drucken von Materialien mit gutem Reflexionsvermögen deutlicher.
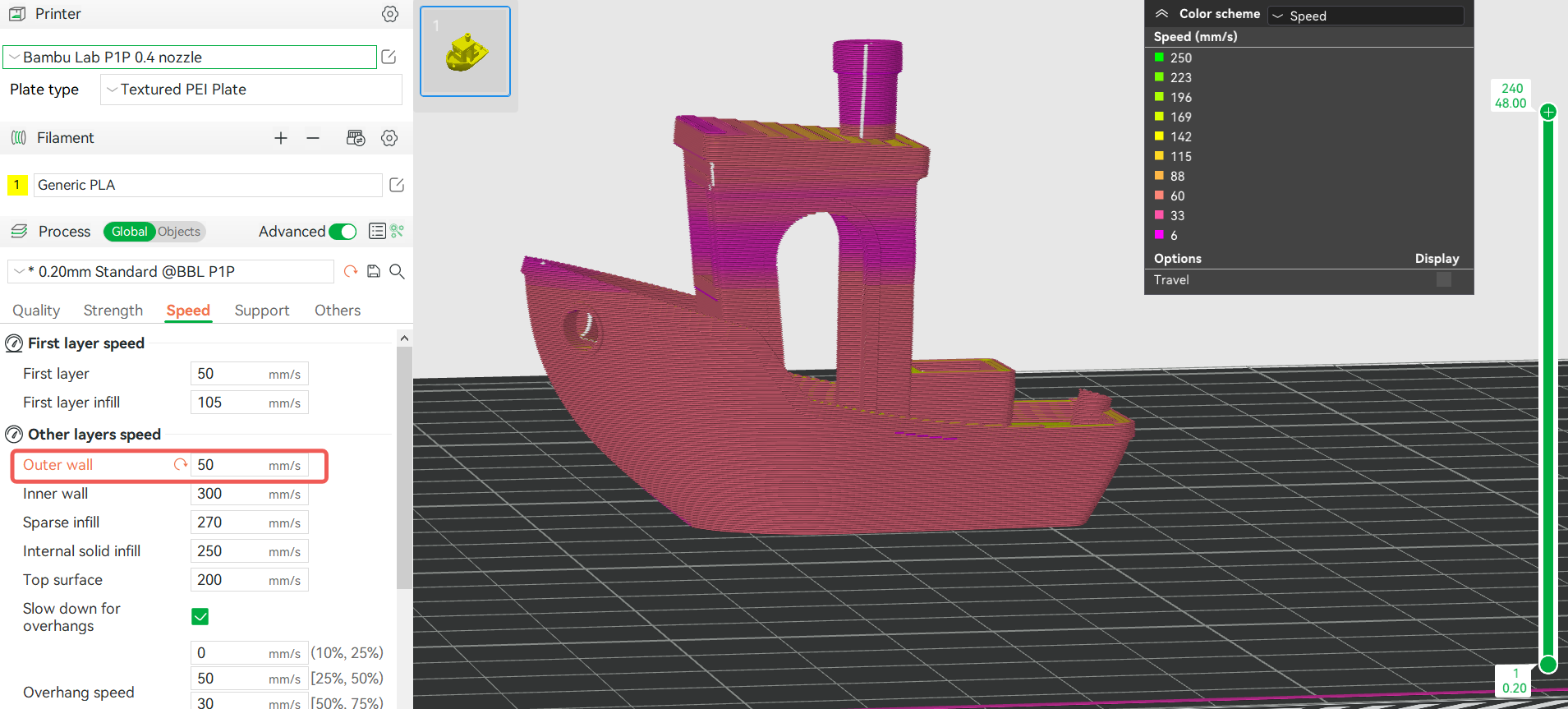
1. Die Druckgeschwindigkeit verschiedener Bereiche des Modells ist erheblich unterschiedlich (z. B. Verlangsamung durch Überhänge).
- Es wird empfohlen, die Außenwandgeschwindigkeit (bei großen Modellen) bzw. die Gesamtgeschwindigkeit (bei kleinen Modellen) entsprechend zu reduzieren, bzw. die Verlangsamung bei Überhängen aufzuheben, um eine ähnliche oder gleiche Druckgeschwindigkeit der Außenwandfläche zu gewährleisten.
Trimmen und reduzieren Sie die Geschwindigkeit der Außenwand, um die Geschwindigkeit der verschiedenen Bereiche möglichst gleichmäßig zu gestalten:
2. Wenn Sie das Modell mit einer geringen Schichthöhe (z. B. 0,08 mm) drucken und die Druckgeschwindigkeit hoch ist, kann die Modelloberfläche als glänzender, fischschuppenartiger Bereich erscheinen.
- Wechseln Sie zu einer höheren Niveauhöhe, zum Beispiel von 0,08 mm, 0,12 mm auf 0,16 mm, 0,20 mm.
- Reduzieren Sie die Druckgeschwindigkeit entsprechend und erhöhen Sie die Drucktemperatur.
Modell zur Rissbildung zwischen den Schichten
Direkte Ursache: Eine schwache Zwischenschichthaftung, die Risse auf der Modelloberfläche verursacht, tritt normalerweise beim Drucken von ABS-, ASA-, PC-, PET-CF- und PA-CF-Materialien auf, wie in der folgenden Abbildung dargestellt:
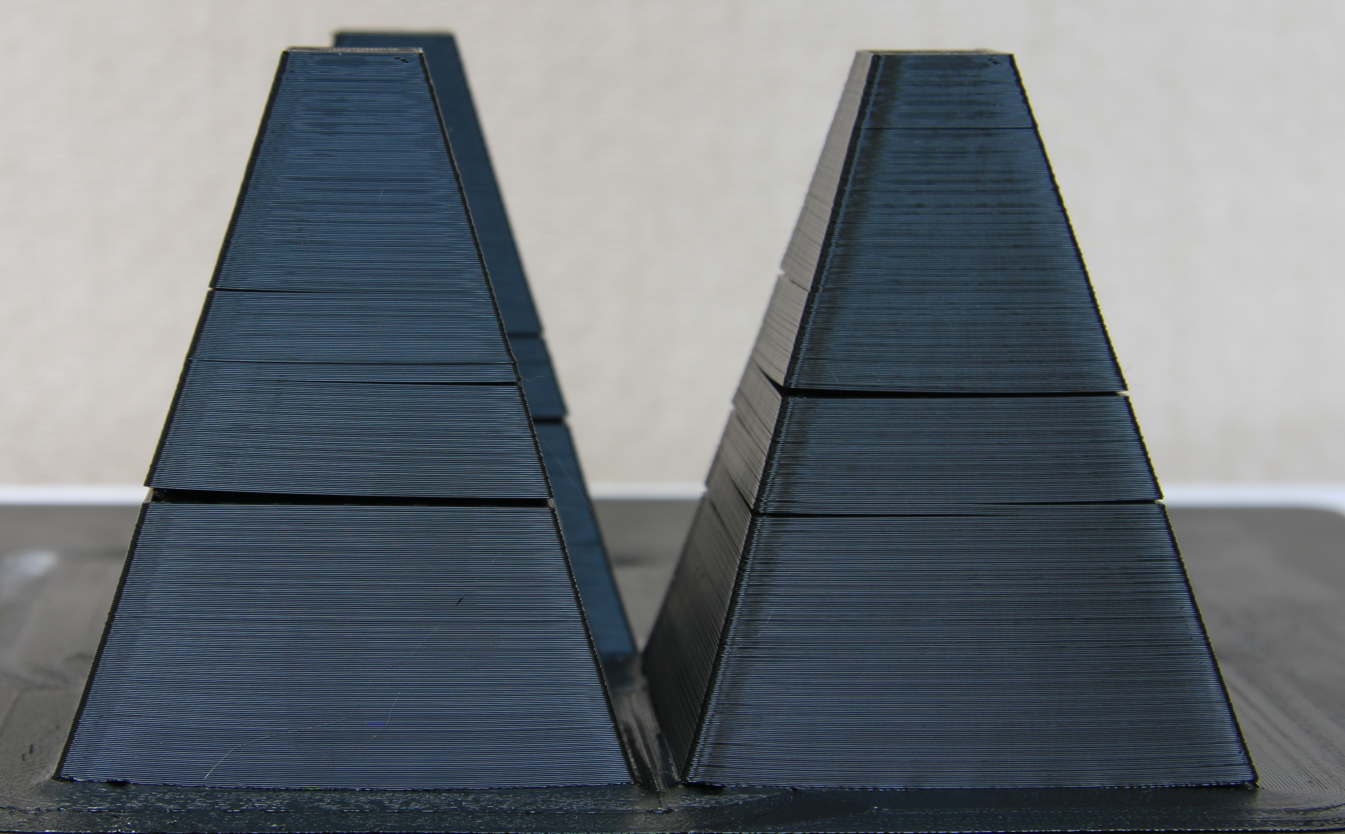
Die häufigsten Gründe und Verbesserungsmethoden sind die folgenden:
1. Unzureichende Extrusion, Materialmangel zwischen den Schichten.
- Das Filament schmilzt nicht ausreichend, die Viskosität ist zu hoch, die Fließfähigkeit ist schlecht und der Bindungsbereich zwischen benachbarten Schichten des extrudierten Filaments ist zu klein: Erhöhen Sie entsprechend die Düsentemperatur oder verringern Sie die Druckgeschwindigkeit.
- Verstopfte Düse, was zu ungleichmäßiger Extrusion führt: Reinigen und beseitigen Sie Verstopfungen in der Düse.
2. Die Bindungsstärke des Filaments ist gering oder die Struktur des Modellteils ist schwach.
- Erhöhen Sie entsprechend die Anzahl der Wandringe und erhöhen Sie die Füllrate.
3. Übermäßige Kühlung.
- Die Lüfterdrehzahl ist zu hoch: Reduzieren Sie sie entsprechend;
- Niedrige Kammertemperatur: Erhöhen Sie die Temperatur des Heizbetts entsprechend, schließen Sie die vordere Druckertür und die obere Glasabdeckung.
Nähen
Beim FDM-3D-Druck bildet sich am Schnittpunkt des Start- und Endpunkts jeder Druckschicht eine Naht, was ein normales Phänomen ist. Weitere Informationen zu Nähten finden Sie in diesem Wiki: Naht | Bamboo Lab Wiki.
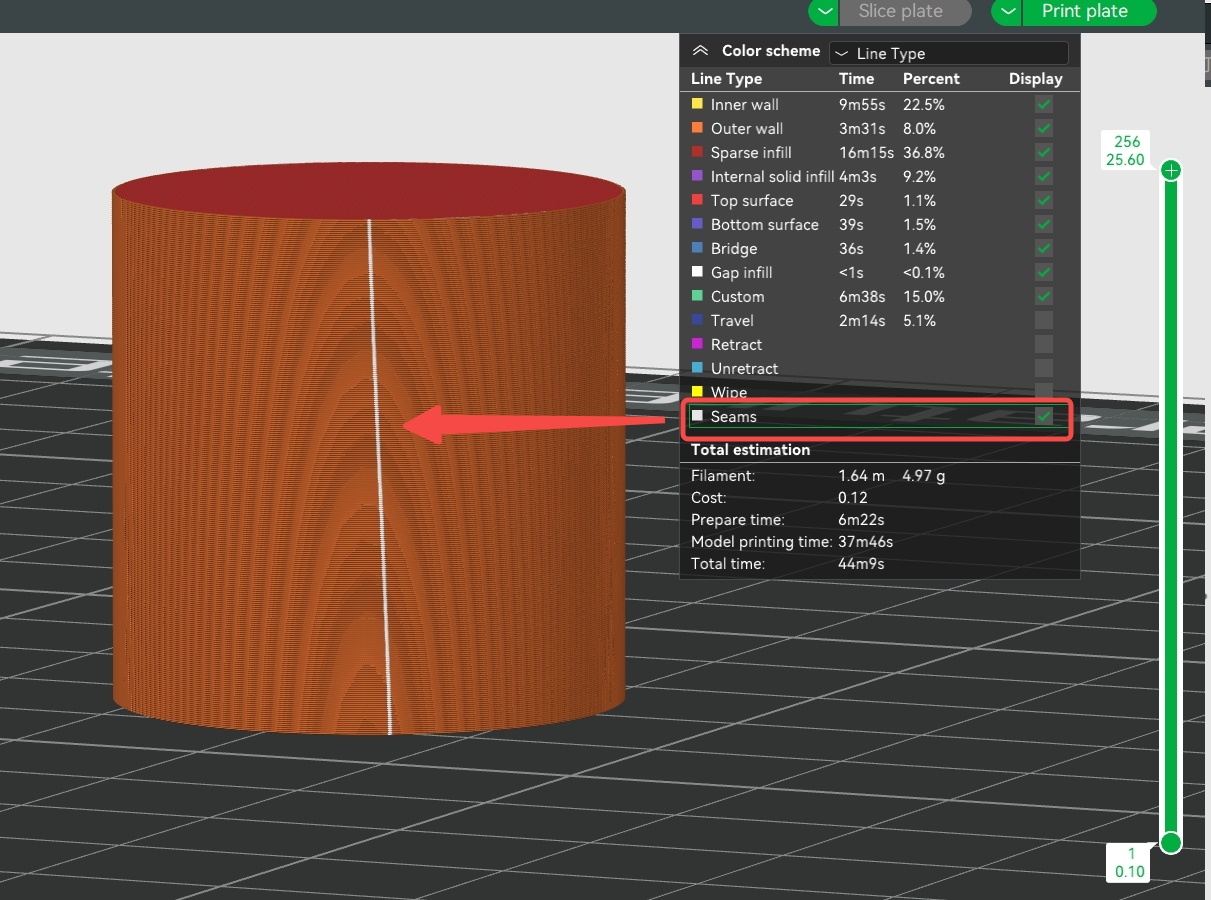

Um die Qualität der Nähte deutlich zu verbessern, können Sie die folgenden Methoden verwenden:
1. Stellen Sie die Anzahl der Mauerringe auf 3 ein;
2. Vermeiden Sie nach Möglichkeit das Drucken mehrerer Modelle auf einer Platte, um den Werkzeugkopfweg zu verringern.
3. Erhöhen Sie die Düsentemperatur entsprechend und verringern Sie die Druckgeschwindigkeit der Außenwand.
4. Bei einigen Sondermodellen können Sie den Modus „Spiralvase“ aktivieren. Wenn der Modus „Spiralvase“ aktiviert ist, wird das Modell in einer linearen Spirale gedruckt und die Nähte erscheinen nur auf den unteren Schalenschichten und nicht auf den Außenwänden. Hinweis: Das in diesem Modus gedruckte Modell hat nur eine Außenwand, keine Füllung und keine obere Schale und gilt nur für einige einfache Modelle (komplexe Modelle können nicht mit einer einzigen Linie fertiggestellt werden, was beim Schneiden zu hängenden Abschnitten führt). Weitere Einzelheiten finden Sie in diesem Wiki: Spiral Vase | Bamboo Lab Wiki .

Gürtelmodell
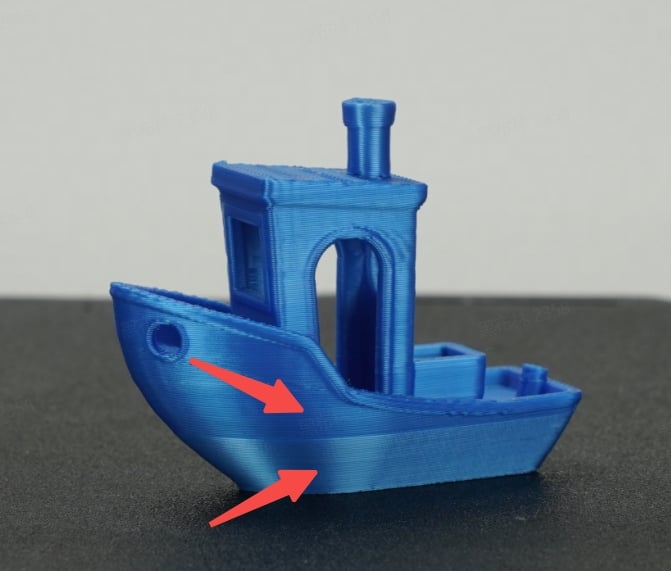
Ursache: Beim Druckvorgang bildet sich durch die Verschränkung von Riemen und Umlenkrolle ein Streifenmuster, das Riemenmuster, dessen Kornabstand dem Zahnabstand des Druckerriemens (2mm) entspricht. Im Allgemeinen erzeugen Core XY-Drucker wahrscheinlich dieses Muster auf der Druckoberfläche.
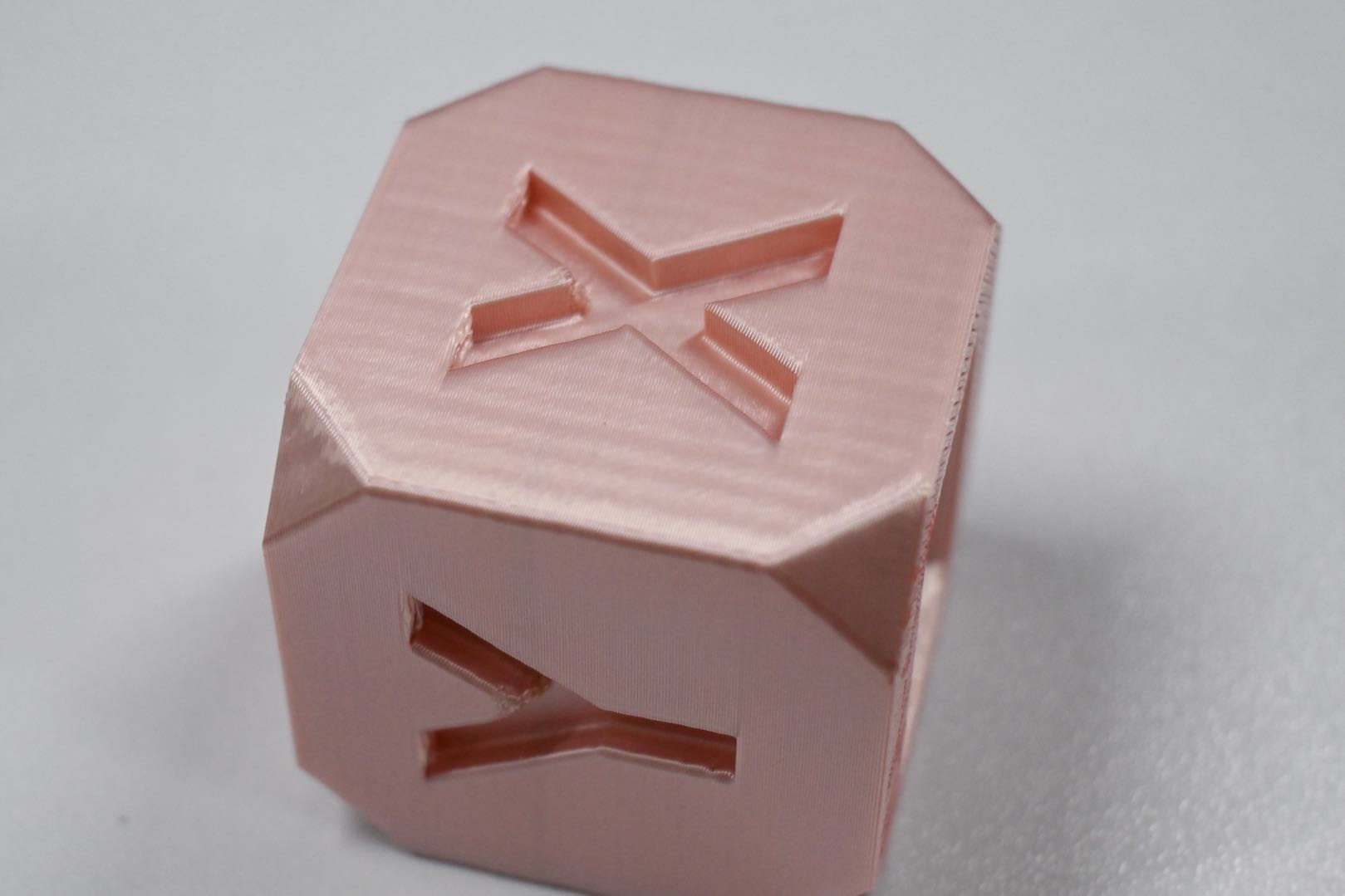
Um das Gürtelmuster auf Drucken zu vermeiden, können Sie die folgende Methode verwenden:
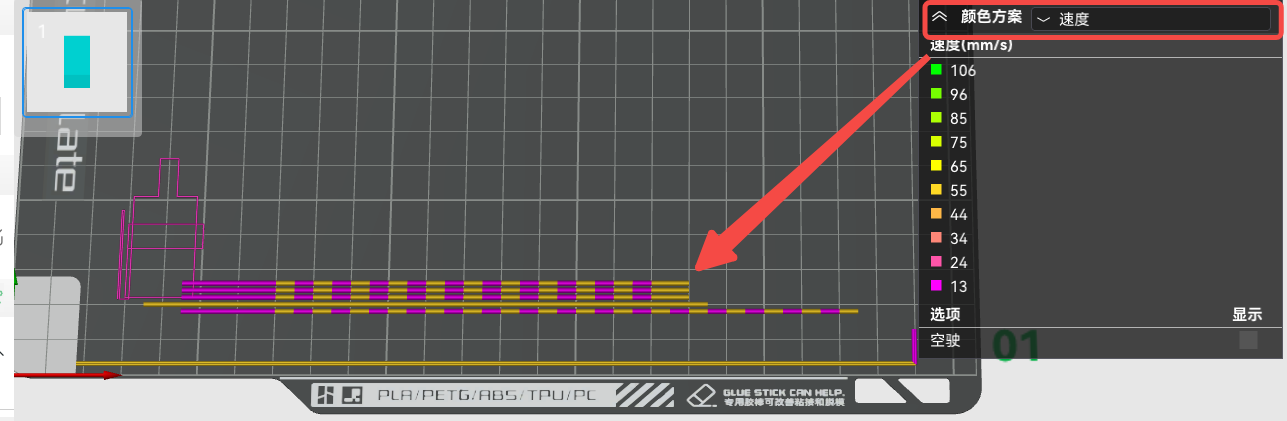
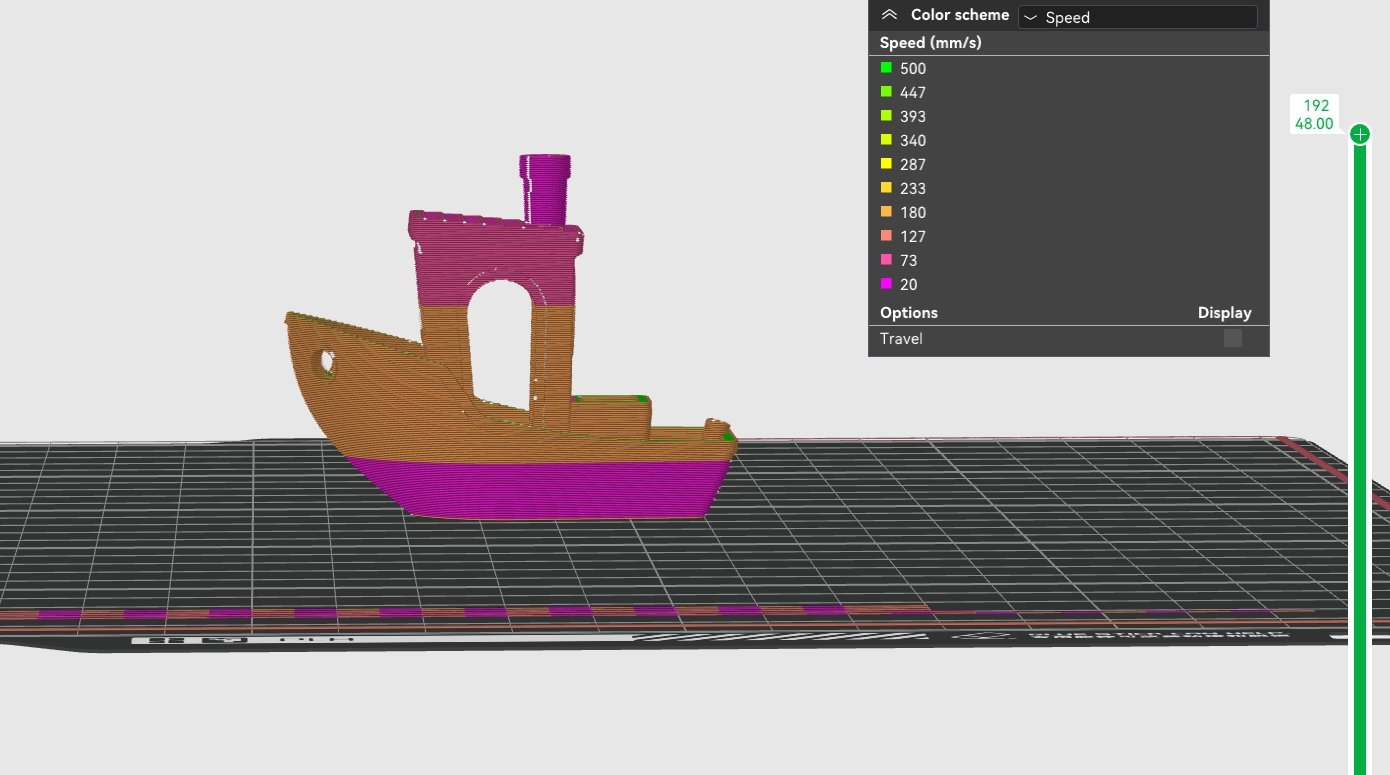
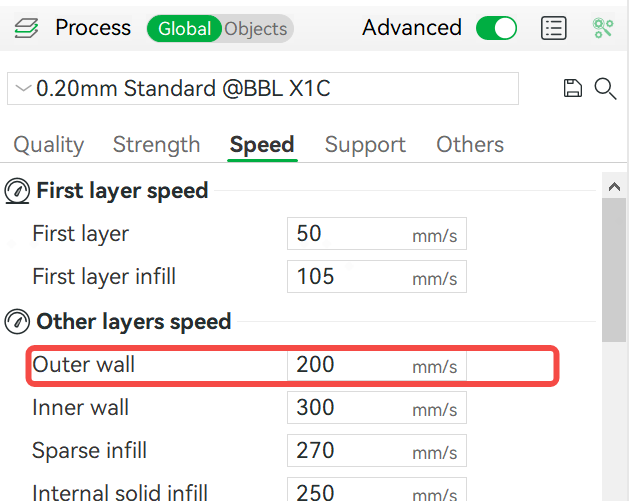
Erhöhen Sie die Geschwindigkeit der Außenwand: Im Allgemeinen bezieht sich dieses Schema auf die Druckgeschwindigkeit der Außenwand. Am stärksten ausgeprägt ist es bei etwa 120 mm/s. Es wird empfohlen, die Druckgeschwindigkeit der Außenwand auf 200 mm/s zu erhöhen. Wenn die Standardgeschwindigkeit des Filaments niedrig ist (z. B. PETG) und nicht auf 200 mm/s erhöht werden kann, versuchen Sie, die Schichthöhe zu reduzieren oder die Temperatur und den maximalen Volumenstrom entsprechend zu erhöhen, um zu verhindern, dass die Druckgeschwindigkeit der Außenwand 120 mm/s erreicht. Wir empfehlen jedoch grundsätzlich, die Geschwindigkeit der Außenwand zu erhöhen.
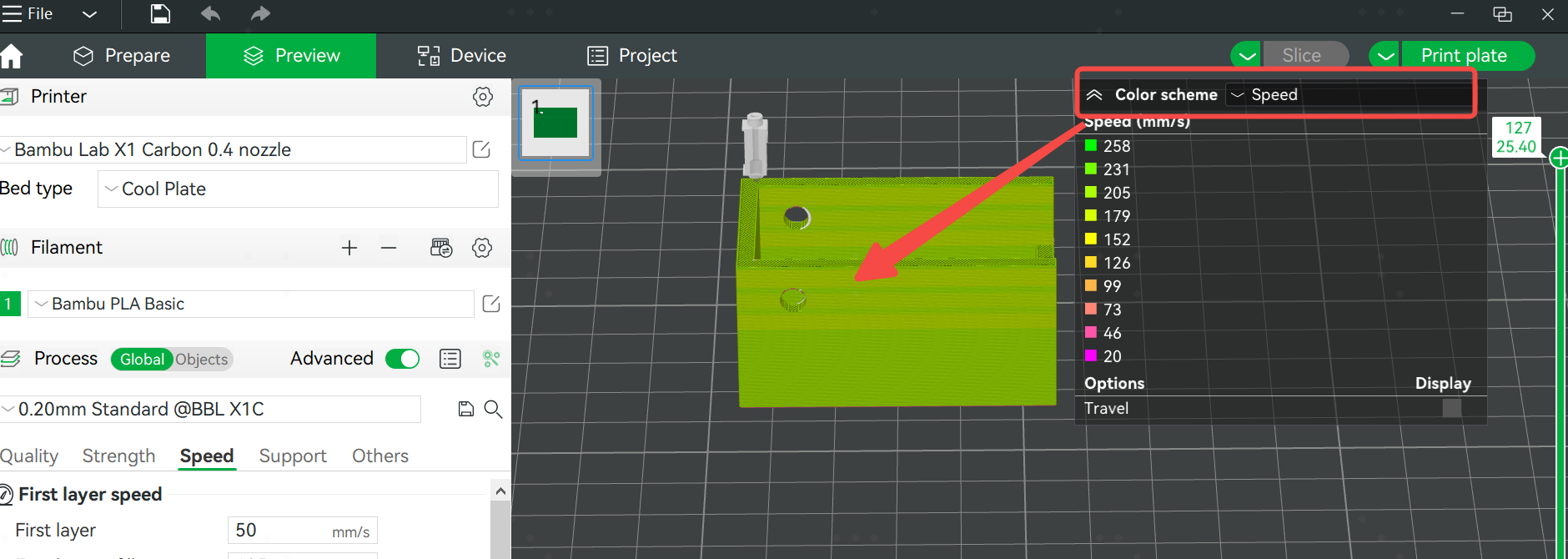
Nach dem Schneiden können Sie im Farbschema die Geschwindigkeit auswählen , um die tatsächliche Wanddruckgeschwindigkeit des Modells anzuzeigen. Die Geschwindigkeit wird normalerweise auch durch die maximale Durchflussrate begrenzt, die je nachdem, ob Sie Bambusfilament oder ein generisches Filament verwenden, variiert. Das offizielle Bambu-Filament hat eine höhere maximale Durchflussrate, was schnellere Druckgeschwindigkeiten ermöglicht.
Quelle: Bambu Lab Wiki

 https://www.instagram.com/3digital.tech/
https://www.instagram.com/3digital.tech/