
Problemi comuni di qualità di stampa e soluzioni - Bambu Lab
Clog
L'intasamento è un problema comune nella stampa 3D, che può essere suddiviso in due tipi: intasamento dell'estrusore e intasamento dell'ugello. Puoi fare riferimento a questo wiki per la risoluzione dei problemi e la pulizia: Come verificare quale parte è intasata | Bambu Lab Wiki . Ed è meglio confermare in anticipo se l'ugello e la temperatura del letto riscaldato sono impostati correttamente per i filamenti di stampa: Compatibilità di filamenti e piastre e impostazioni dei parametri | Bambu Lab Wiki
Intasamento dell'estrusore
L'intasamento dell'estrusore è solitamente dovuto alla deformazione del filamento bloccato all'interno, che impedisce l'estrusione e lo scarico senza problemi. Le cause comuni e le soluzioni corrispondenti sono le seguenti:
1. La temperatura della camera della stampante è troppo alta e il filamento come PLA e PETG viene schiacciato dall'ingranaggio dopo essere diventato morbido e incastrato nell'ingranaggio dell'estrusore.
- Ridurre opportunamente la temperatura del piano riscaldato.
- Aprire lo sportello anteriore o il coperchio superiore della stampante per dissipare il calore durante la stampa.
- È preferibile utilizzare un filamento con un'elevata temperatura di deformazione termica (si consiglia di utilizzare il filamento ufficiale Bambu).
2. L'ingranaggio dell'estrusore è anomalo, con conseguente estrusione non regolare
- Imposta la temperatura dell'ugello a 220 ℃, inserisci il filamento PLA e premi "E+" per estruderlo, quindi osserva se l'ugello estrude il filamento senza problemi. Se il filamento estruso può cadere verticalmente, la lunghezza è grande e l'aspetto è liscio, significa che il canale interno dell'ugello è liscio e gli ingranaggi di estrusione sono normali. Se la lunghezza del filamento estruso è piccola e l'aspetto è ruvido, significa che il canale interno dell'ugello è stato ristretto o c'è un'anomalia negli ingranaggi di estrusione. Quindi è necessario rimuovere prima le viti dell'ugello, impostare la temperatura dell'ugello a 220 ℃, quindi spingere manualmente una sezione del filamento PLA nell'ugello. Se l'estrusione è liscia, indica che l'ugello è buono. Smonta l'estrusore per verificare se l'ingranaggio è usurato o bloccato da corpi estranei e sostituiscilo o puliscilo. Controlla questo wiki: Intasamento dell'estrusore.
3. Il filamento è troppo morbido
- Alcuni filamenti troppo morbidi, come TPU 85A, PVA umido, ecc., possono essere appiattiti dagli ingranaggi dell'estrusore e causare intasamenti. Si prega di evitare di utilizzare tali filamenti per la stampa
4. Il diametro del filamento è troppo grande o troppo piccolo
- A volte il filamento può diventare più spesso a causa di piegatura o compressione, o diventare più sottile a causa dell'usura dell'ingranaggio estruso, con conseguente impossibilità di estrudere normalmente. È necessario rimuovere il filamento e rimuovere eventuali parti anomale prima di stampare.
Intasamento dell'ugello
L'intasamento dell'ugello è solitamente dovuto a una temperatura insufficiente o a particelle all'interno dell'ugello che impediscono al filamento fuso di essere estruso senza problemi. Per risolvere il problema, puoi provare i seguenti metodi:
1. La velocità di fusione dell'ugello è troppo lenta e ciò causa l'intasamento:
- La temperatura dell'ugello è troppo bassa, il che impedirà l'estrusione fluida del filamento. È necessario verificare se è impostata la temperatura di stampa corretta. Se l'ugello non riesce ancora a estrudere fluidamente il filamento, è possibile che il riscaldatore dell'ugello sia stato danneggiato e debba essere sostituito.
- Quando la velocità di stampa è troppo elevata (ad esempio selezionando "Ludicrous Mode"), il filamento rimarrà nell'ugello per troppo poco tempo e non si scioglierà completamente, con conseguente intasamento dell'ugello. Pulisci l'ugello e riduci la velocità di stampa (o aumenta la temperatura di stampa in modo appropriato), quindi stampa di nuovo.
2. Il canale all'interno dell'ugello è ristretto, il che impedisce che il filamento fuso venga estruso senza problemi
- Dopo aver stampato un filamento contenente fibre e altre particelle (come PAHT-CF, PA-GF, ecc.), l'interno dell'ugello potrebbe essere parzialmente ostruito a causa di residui e accumuli di particelle, quindi l'ugello deve essere pulito e sturato frequentemente. Il metodo per sturare e pulire è il seguente: rimuovere le viti dell'estremità calda, aumentare la temperatura tra 250 e 280 ℃ e quindi raschiare l'interno dell'ugello con parti metalliche come una chiave a brugola, lavarlo con nuovo filamento e sturarlo con un ago finché non può essere estruso senza problemi (giudicato estrudendo il filamento PLA a 220 ℃). Ostruzioni dell'ugello Se l'ugello non può più essere sturato, è necessario sostituirlo con uno nuovo ( Sostituzione dell'estremità calda/riscaldatore ceramico/termistore/ventola di raffreddamento | Bambu Lab Wiki ). Inoltre, quando si stampano questi filamenti, si consiglia di utilizzare ugelli da 0,6 mm o 0,8 mm per ridurre il rischio di ostruzione dell'ugello; non usare ugelli da 0,2 mm poiché il rischio di intasamento degli ugelli è estremamente elevato. Per una migliore stampa di questi filamenti, fare riferimento al wiki: Suggerimenti per la stampa di materiali ingegneristici come PAHT-CF | Bambu Lab Wiki
- Dopo che l'ugello è stato utilizzato per un lungo periodo, ci saranno più residui all'interno, il che potrebbe anche portare a una scarsa estrusione. È necessario pulire l'interno dell'ugello fino a quando l'estrusione non è liscia. Se non può essere pulito, si consiglia di sostituire un nuovo ugello.
- Dopo aver stampato PAHT-CF, PET-CF, PPA-CF, PPA-GF, PPS, PPS-CF e altri materiali ad alta temperatura con elevata temperatura di fusione, quando si desidera stampare PLA, TPU, PETG e altri materiali a bassa temperatura con temperatura di stampa inferiore e durezza inferiore, si consiglia di impostare prima la temperatura dell'ugello a 250 - 300 °C. Quindi, estrarre manualmente il materiale ad alta temperatura, inserire il materiale a bassa temperatura da stampare e quindi inserirlo manualmente per garantire che il residuo del materiale ad alta temperatura e il nuovo materiale a bassa temperatura siano stati estrusi. Quindi, impostare la temperatura dell'ugello a 220 - 240 °C e continuare a estrudere quando la temperatura scende. Quando è stabile, continuare a estrudere e assicurarsi che il nuovo materiale possa essere estruso correttamente dall'ugello. Infine, prepararsi per la stampa successiva. Se si riscontra che l'estrusione non avviene quando si lava l'ultimo materiale con il nuovo materiale, è necessario aumentare la temperatura dell'ugello e utilizzare un ago per pulirlo.
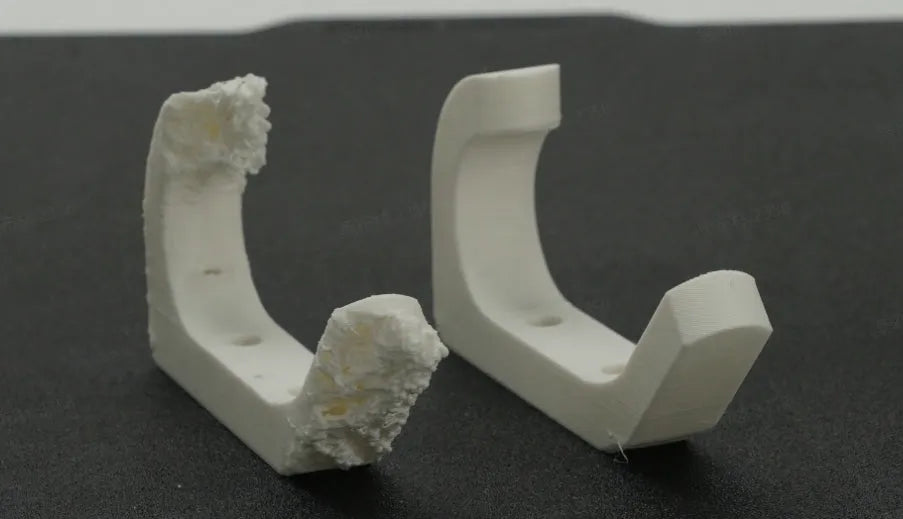
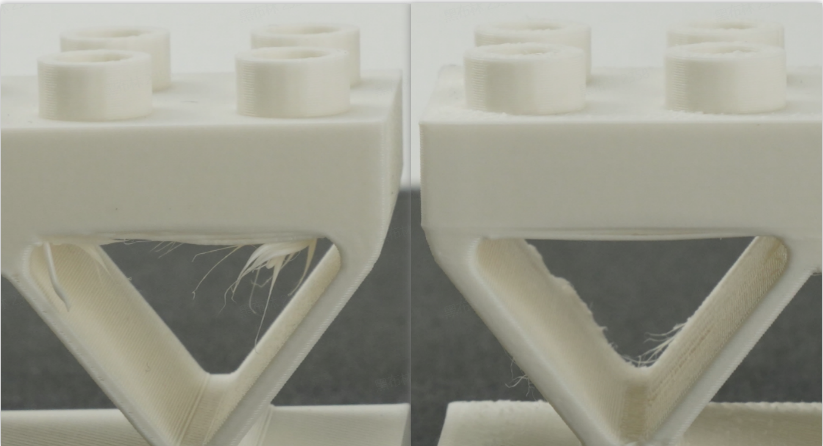
Scarsa qualità della sporgenza
Causa: durante la stampa sulla superficie sporgente, il filamento estruso non si raffredda in tempo e si lega alla posizione specificata, causando la caduta, che solitamente si manifesta come segue:

Si consiglia di provare i seguenti metodi:
1. Abilitare il supporto.
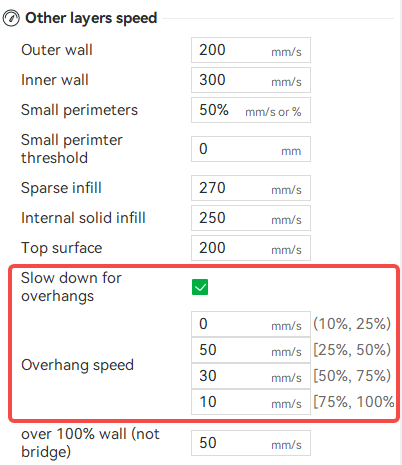
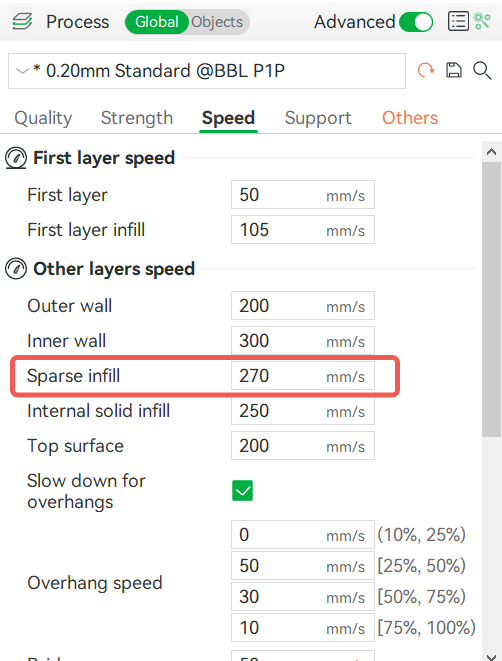
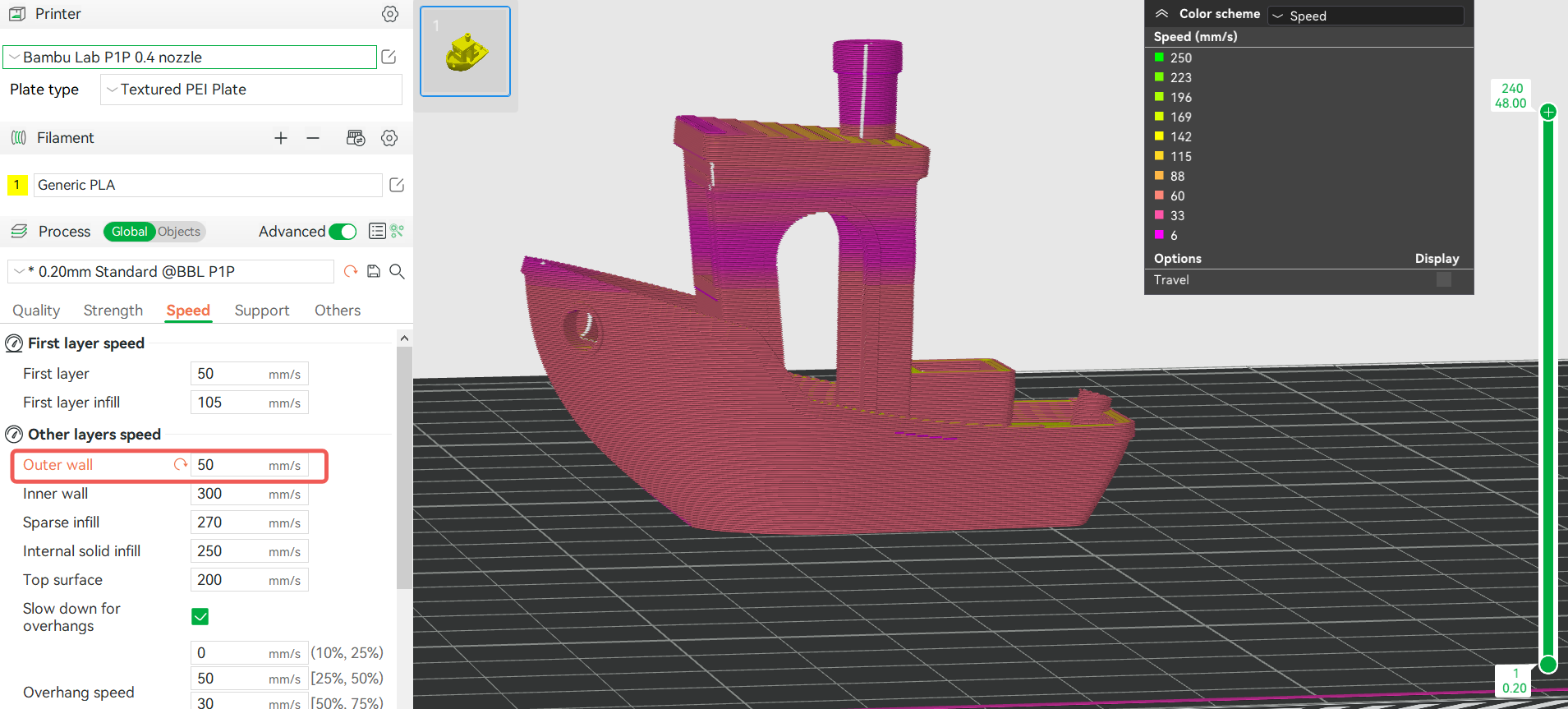
2. Ridurre opportunamente la velocità di stampa oppure abilitare "Rallenta per sporgenza" e ridurre ulteriormente la velocità di sporgenza se necessario (come mostrato nell'immagine sottostante)
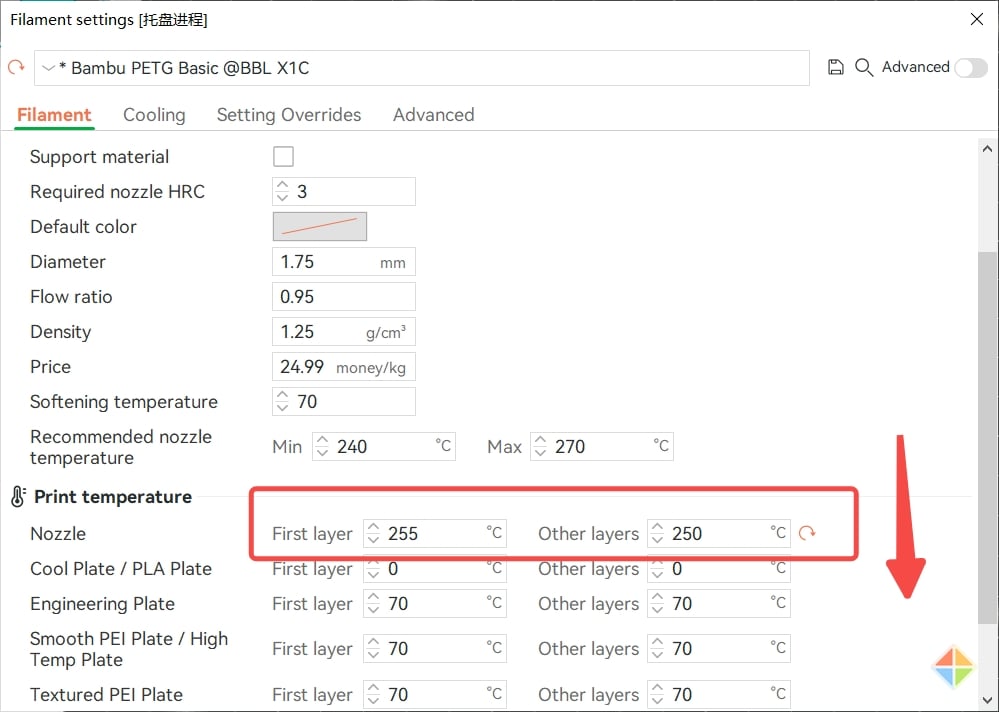
3. Ridurre adeguatamente la temperatura dell'ugello. Quando la parte sporgente viene stampata a una velocità inferiore, la temperatura dell'ugello può essere abbassata per la stampa, il che aiuta anche a ridurre la necessità di raffreddamento.
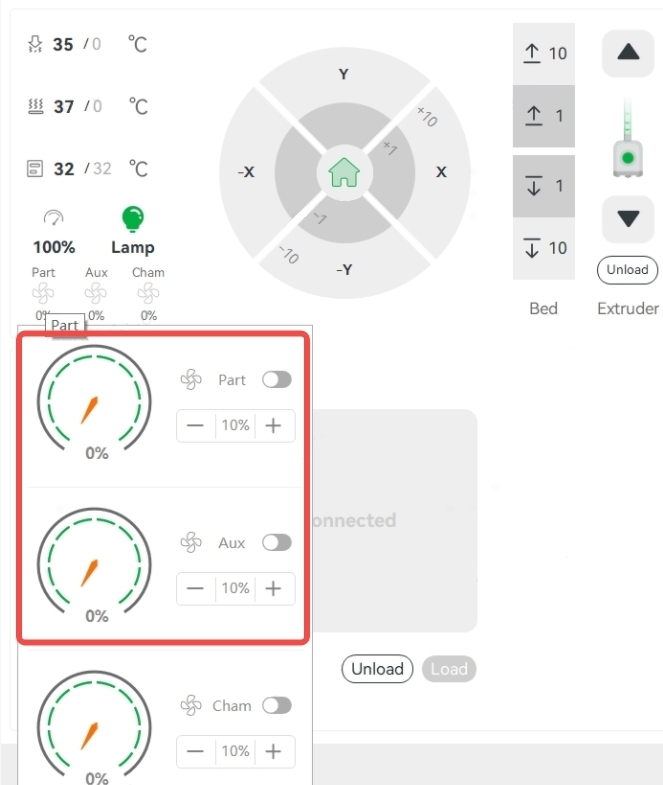
4. Aumentare opportunamente la percentuale di velocità della ventola di raffreddamento della parte ausiliaria e della ventola di raffreddamento della parte. Se la qualità della sporgenza è costantemente scadente, controllare se la ventola di raffreddamento della parte e la ventola di raffreddamento della parte ausiliaria funzionano correttamente durante il processo di stampa. È possibile testare questo cambiando e regolando la percentuale di velocità della ventola nello slicer (come mostrato di seguito).
5. Aprire lo sportello anteriore e il coperchio superiore in vetro della stampante per una migliore dissipazione del calore. (Questo è generalmente applicabile solo ai filamenti PLA, PETG e TPU. Operare in questo modo per altri filamenti può causare deformazioni e una minore adesione degli strati a causa della temperatura eccessivamente bassa della camera.)
Scarsa qualità del ponteggio
La scarsa qualità del bridging è dovuta al fatto che il filamento estruso non è unito in modo fluido. Le cause comuni e le soluzioni corrispondenti sono le seguenti:
1. La distanza del ponte è troppo lunga . Abilitare il supporto.
2. La velocità del ponte è troppo elevata e il flusso del ponte è troppo basso, provocando lo strappo del ponte : ridurre opportunamente la velocità del ponte o (e) abilitare i "Ponti spessi".
3. La velocità del ponte è bassa e il flusso del ponte è elevato, provocando il cedimento del ponte : aumentare opportunamente la velocità del ponte o (e) ridurre il flusso del ponte.
4. Raffreddamento insufficiente del filamento di collegamento : riduce adeguatamente la temperatura dell'ugello e aumenta la percentuale di velocità della ventola di raffreddamento della parte ausiliaria e della ventola di raffreddamento dell'hotend per accelerare il raffreddamento.
Deformazione, caduta o collasso del modello
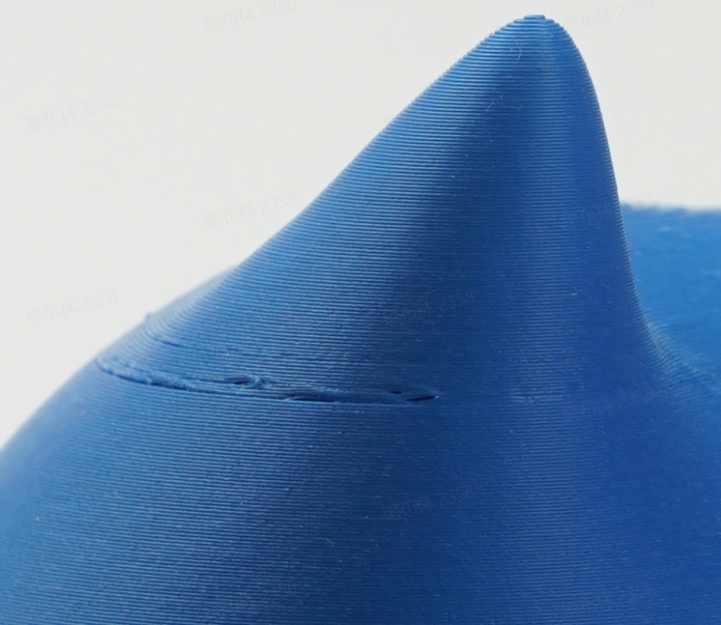
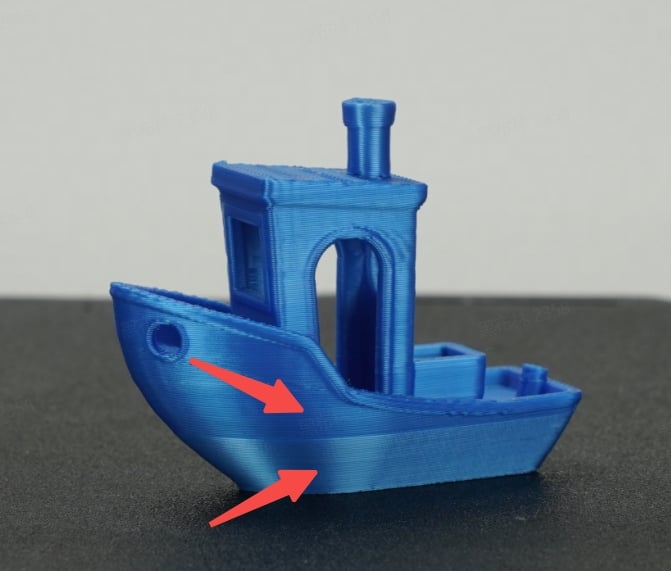
La deformazione, la caduta o il collasso della stampa sono solitamente causati dal restringimento durante la stampa e dall'insufficiente adesione alla piastra di stampa. Dopo la deformazione, potrebbe apparire una linea orizzontale sulla superficie di stampa a causa della distanza ridotta tra la parte deformata e l'ugello, con conseguente appiattimento e traboccamento dell'estrusione dello strato. Come mostrato di seguito:
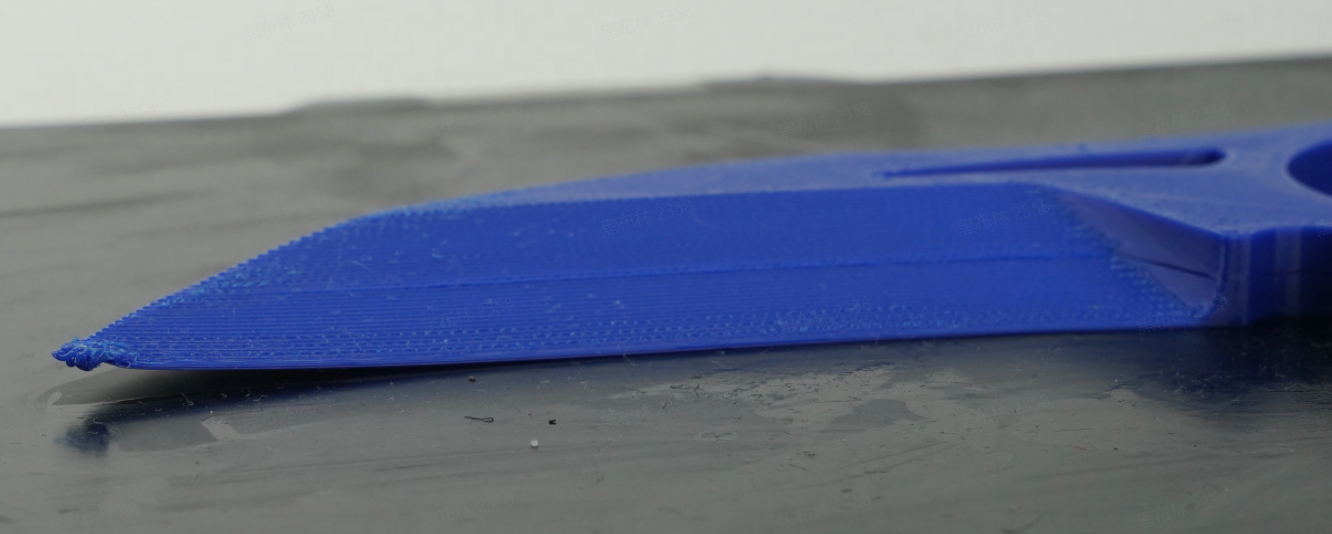
Di seguito sono riportate le possibili cause del problema e le relative soluzioni:
1. Il modello è troppo sottile e alto, con un baricentro alto, e il processo di stampa si interrompe e crolla a causa delle vibrazioni .
- Abilita il supporto.
- Diminuendo la velocità e l'accelerazione di stampa.
- Cambiare la disposizione prima di tagliare, provare a disporre il modello in modo che sia disteso oppure tagliare il modello e stamparlo.
2. Stampa con ugello premuto.
- Se la temperatura dell'ugello è insufficiente, la fusione del filamento non è sufficiente durante la stampa ad alta velocità e la fusione estrusa ha una maggiore appiccicosità e una minore scorrevolezza, il che fa sì che l'ugello graffi facilmente la stampa. In questo caso, si consiglia di aumentare la temperatura dell'ugello in modo appropriato. Inoltre, se l'ugello o la stampa sono parzialmente bloccati con il blocco, ciò potrebbe anche portare l'ugello a colpire la stampa durante il processo di stampa. In questo caso, si consiglia di pulire l'ugello in modo appropriato e quindi di stamparlo di nuovo con la temperatura dell'ugello ridotta e la velocità di stampa.
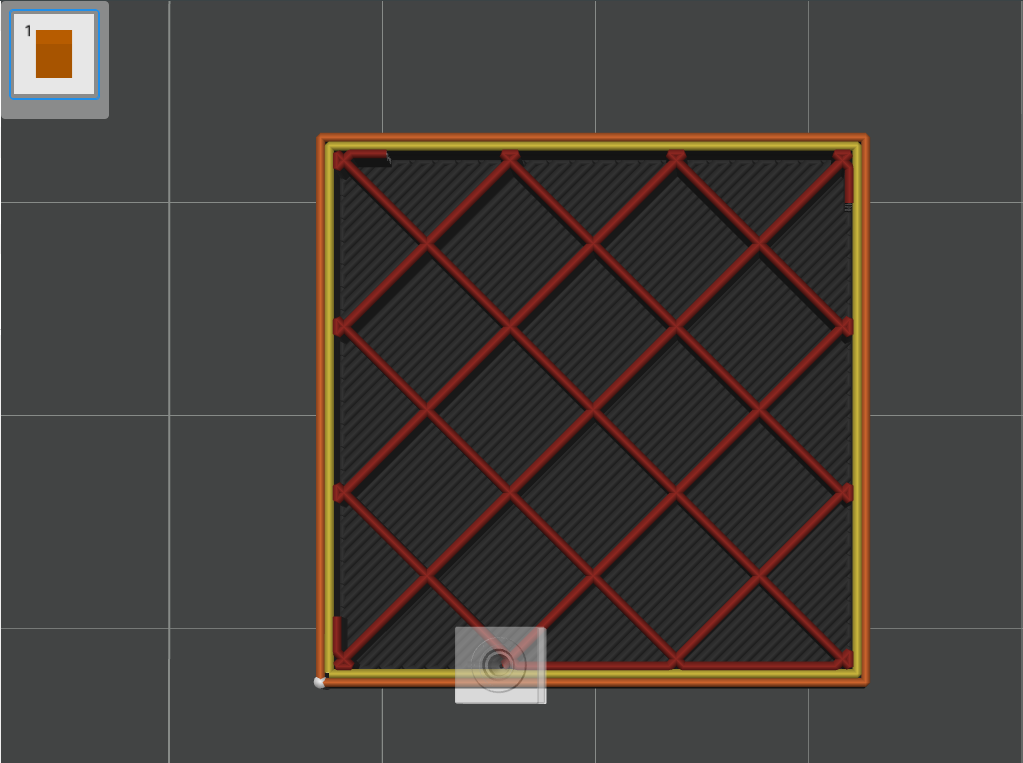
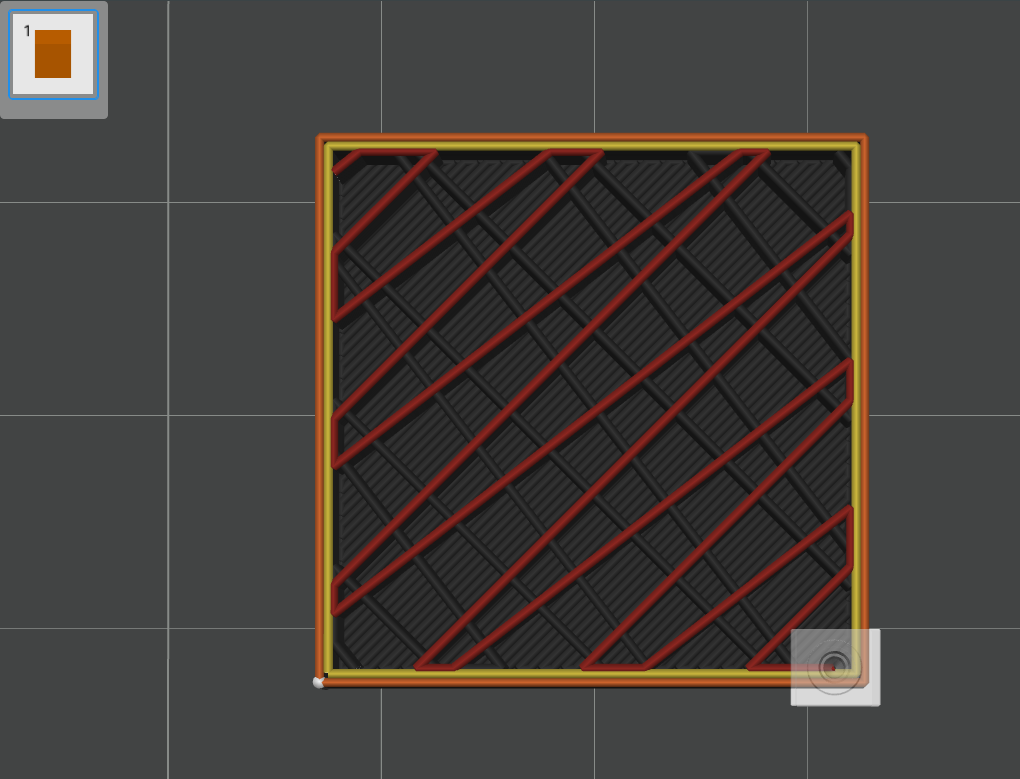
- Alcuni pattern di riempimento (come Grid, Triangles, ecc.) hanno degli incroci all'interno di un singolo strato, quindi l'ugello graffierà il riempimento nel punto di incrocio, il che di solito non ha un grande impatto sulla stampa. E se ciò accade e influisce sull'adesione di alcune stampe, puoi provare a rallentare la velocità di stampa del riempimento o a cambiare il pattern di riempimento senza punti di incrocio, come Line, Rectilinear, Gyroid o Concentric.
3. La deformazione delle stampe è solitamente causata da un'adesione insufficiente tra il modello e la piastra di costruzione, da un raffreddamento troppo rapido del modello o da un restringimento parziale eccessivo del modello. Maggiore è la dimensione delle stampe, più è facile restringerlo e maggiore è la densità di riempimento, più è facile restringerlo; ABS, ASA, PC, POM, PP, PA e PA-CF hanno maggiori probabilità di restringersi.
- La temperatura del letto è troppo bassa e pertanto l'adesione della stampa al letto riscaldato non è sufficiente : aumentare opportunamente la temperatura del letto riscaldato.
- La temperatura della camera è troppo bassa e la velocità della ventola è troppo alta, con conseguente raffreddamento troppo rapido del modello : aumentare adeguatamente la temperatura del piano riscaldato, chiudere lo sportello anteriore della stampante, coprire il coperchio superiore e ridurre opportunamente la velocità della ventola.
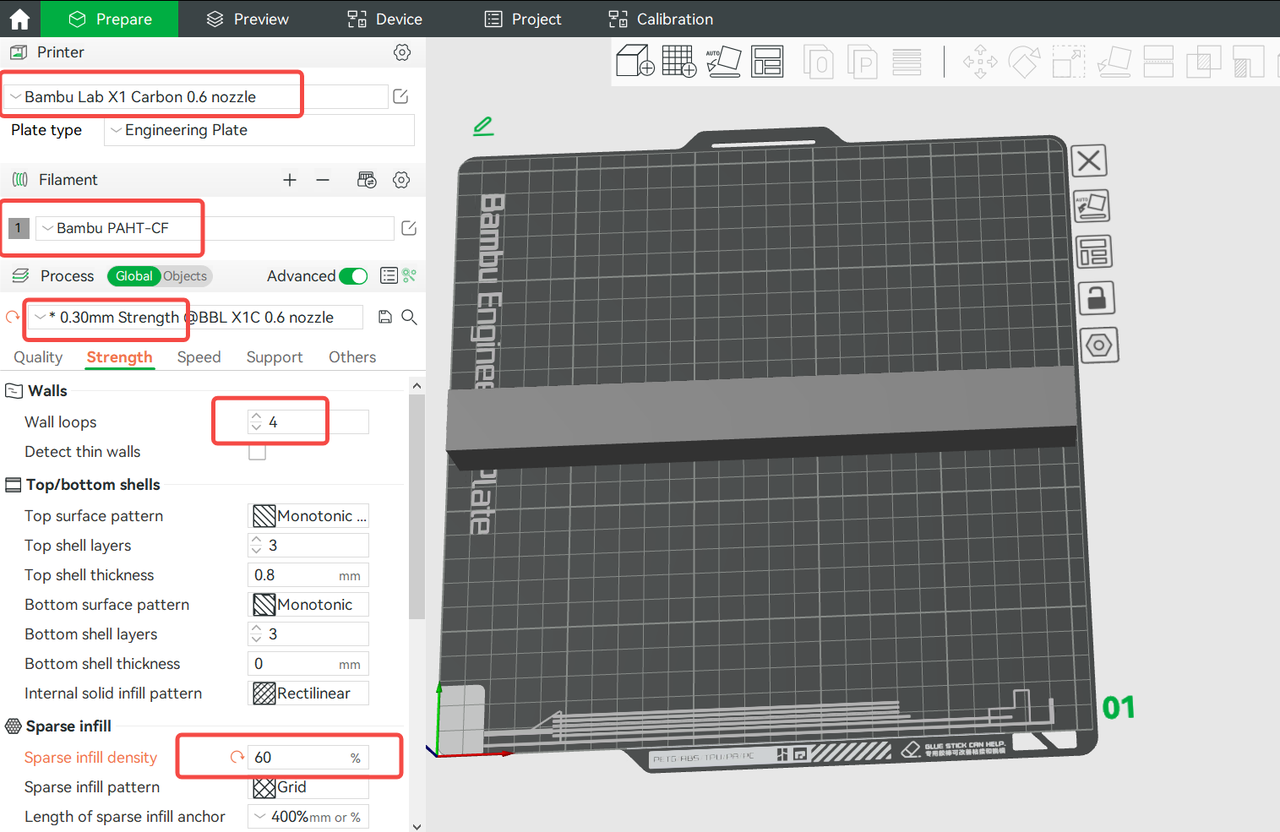
- Dimensioni del modello grandi e densità di riempimento elevata - Se le dimensioni delle stampe sono grandi e la densità di riempimento è impostata su alta, ad esempio 60% (il valore predefinito è 15%) e si verifica una deformazione, regolarla di conseguenza. Inoltre, il modello di riempimento con più linee rette ha maggiori probabilità di restringersi, è possibile modificare il modello di riempimento in Gyroid per ridurre il rischio di restringimento. Per alcune delle parti strutturali con elevati requisiti di resistenza, è possibile impostare 5 strati di pareti e circa il 25% di densità di riempimento e cercare di evitare di utilizzare più del 50% di densità di riempimento per ridurre la tendenza al restringimento; per la maggior parte delle parti non strutturali con bassi requisiti di resistenza, è possibile scegliere direttamente i 2 strati di pareti predefiniti e il 15% di densità di riempimento.
Adesione insufficiente tra il modello di stampa e la piastra di costruzione.
- La piastra di stampa utilizzata non corrisponde al "tipo di piastra" selezionato nello slicer : spesso un filamento può essere stampato su piastre di stampa diverse utilizzando temperature del letto diverse e, se viene selezionato il tipo di piastra sbagliato, c'è il rischio di un'adesione insufficiente a causa dell'adesione insufficiente. Inoltre, le piastre con texture PEI hanno particelle sulla superficie, quindi dopo aver livellato il letto riscaldato, la stampante abbasserà l'ugello di 0,04 mm per garantire una buona adesione del primo strato. Se si stampa su una piastra PEI e si seleziona un'altra piastra in "tipo di letto" durante lo slicer, l'altezza dell'ugello sarà troppo alta, influenzando l'adesione del primo strato.
- Il piano riscaldato non è livellato correttamente : pulire prima la piastra e l'ugello, quindi livellare il piano riscaldato e stampare nuovamente.
- Piastra di stampa sporca o danneggiata : pulire la piastra di stampa (con acqua e detergente) o sostituire il foglio o la piastra di stampa con un nuovo foglio o piastra.
- Tesa insufficiente : attiva la tesa e aumentane la larghezza.
- Non incollato correttamente : applicare la colla in modo uniforme sulla superficie della piastra di stampa prima di stampare.
- La temperatura del piano riscaldato è troppo bassa . Aumentare opportunamente la temperatura del piano riscaldato.
Altra soluzione:
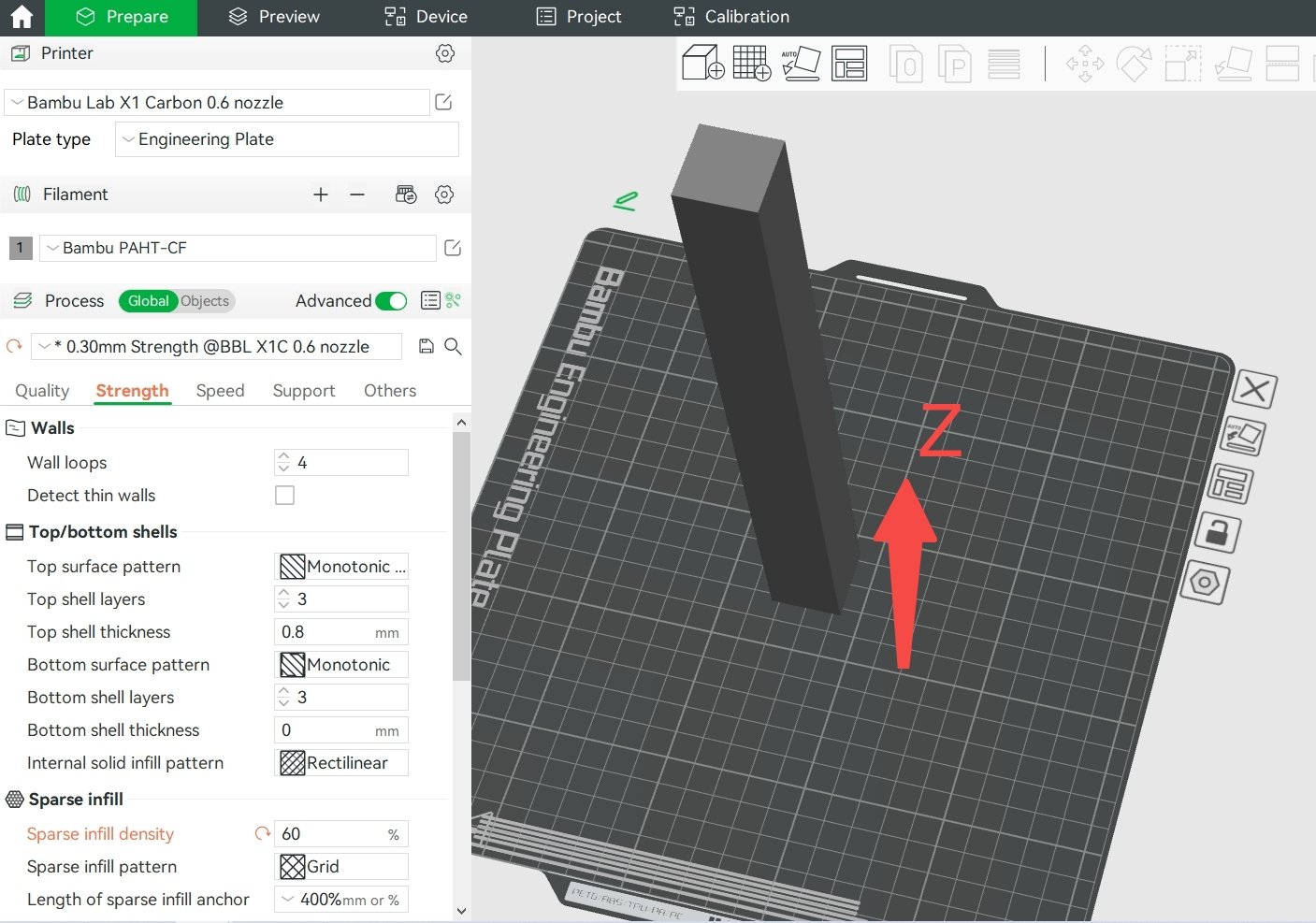
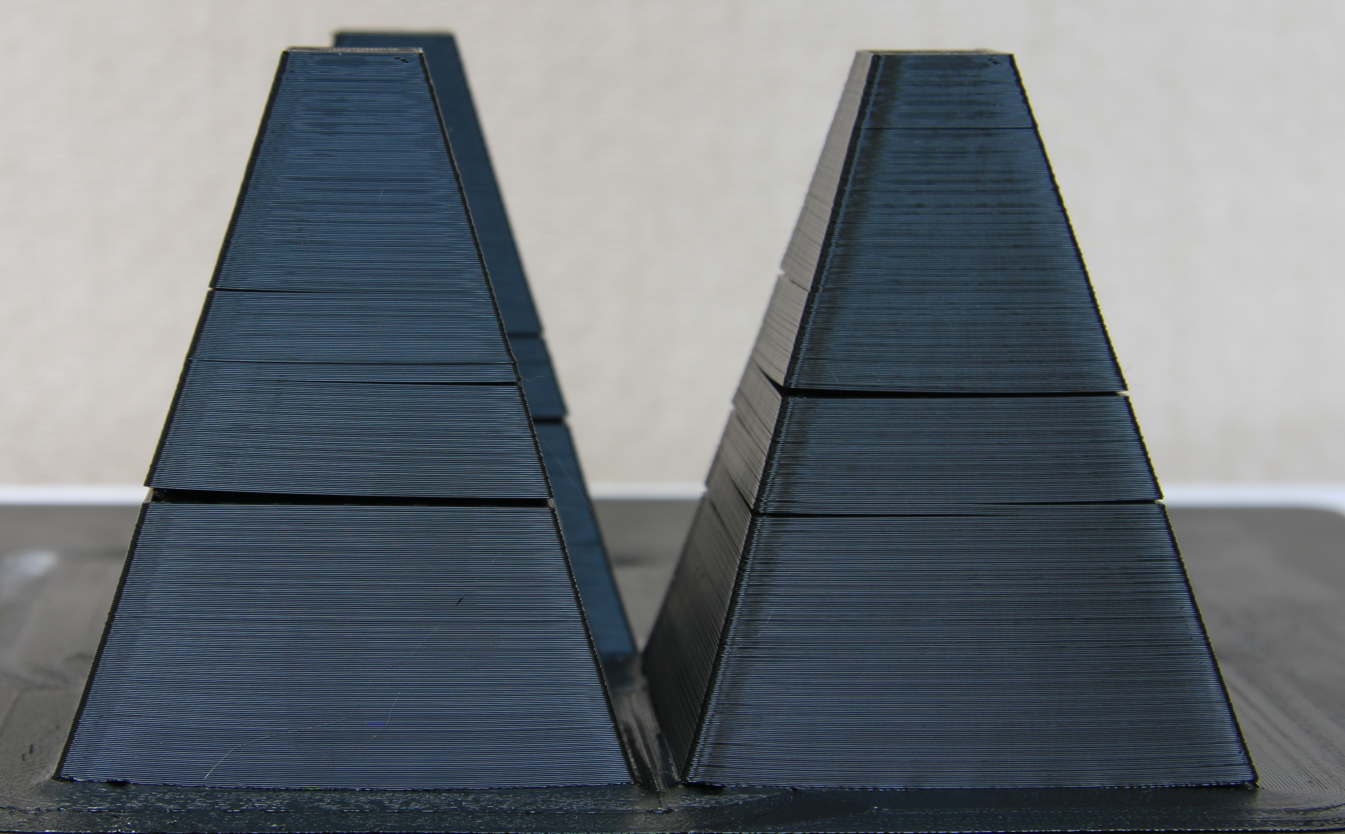
(1) Il modello stesso: evitare di stampare modelli di grandi dimensioni con un'ampia superficie a diretto contatto con il letto riscaldato. Se è necessario stampare un modello di grandi dimensioni, prendere in considerazione la possibilità di dividerlo in parti più piccole o di ruotare il modello ad angolo. Inclinare la parte più grande a un angolo di circa 45° nella direzione Z può essere utile. È importante notare che la resistenza dell'interstrato di un modello è solitamente significativamente inferiore alla resistenza verticale all'interstrato, il che significa che la resistenza nella direzione Z è solitamente significativamente inferiore alla resistenza nelle direzioni X e Y. Pertanto, se si richiede un'elevata capacità di carico per un modello, evitare che gli strati sopportino il carico principale. Quando si dispongono i modelli, assicurarsi che l'interstrato non diventi l'area portante primaria. Ad esempio, se si desidera stampare una grande parte strutturale che deve sopportare un carico elevato con PA-CF, è possibile fare riferimento alla seguente immagine per la disposizione.
Disporre i modelli come mostrato nella Figura A determina un'ampia area di contatto tra il modello e il piano riscaldato, il che significa che una parte significativa del modello si trova nelle direzioni X e Y. Questa disposizione offre vantaggi in termini di resistenza, ma aumenta anche il rischio di deformazione . Non consigliato.
Disporre il modello come mostrato nell'immagine B comporta un'area di contatto molto piccola tra il modello e il piano riscaldato, il che significa che la percentuale nelle direzioni X e Y è minima. Questa disposizione aiuta a evitare deformazioni, ma ha anche lo svantaggio di una percentuale significativamente maggiore nell'interstrato (direzione Z), con conseguente minore resistenza del modello — Non consigliato.
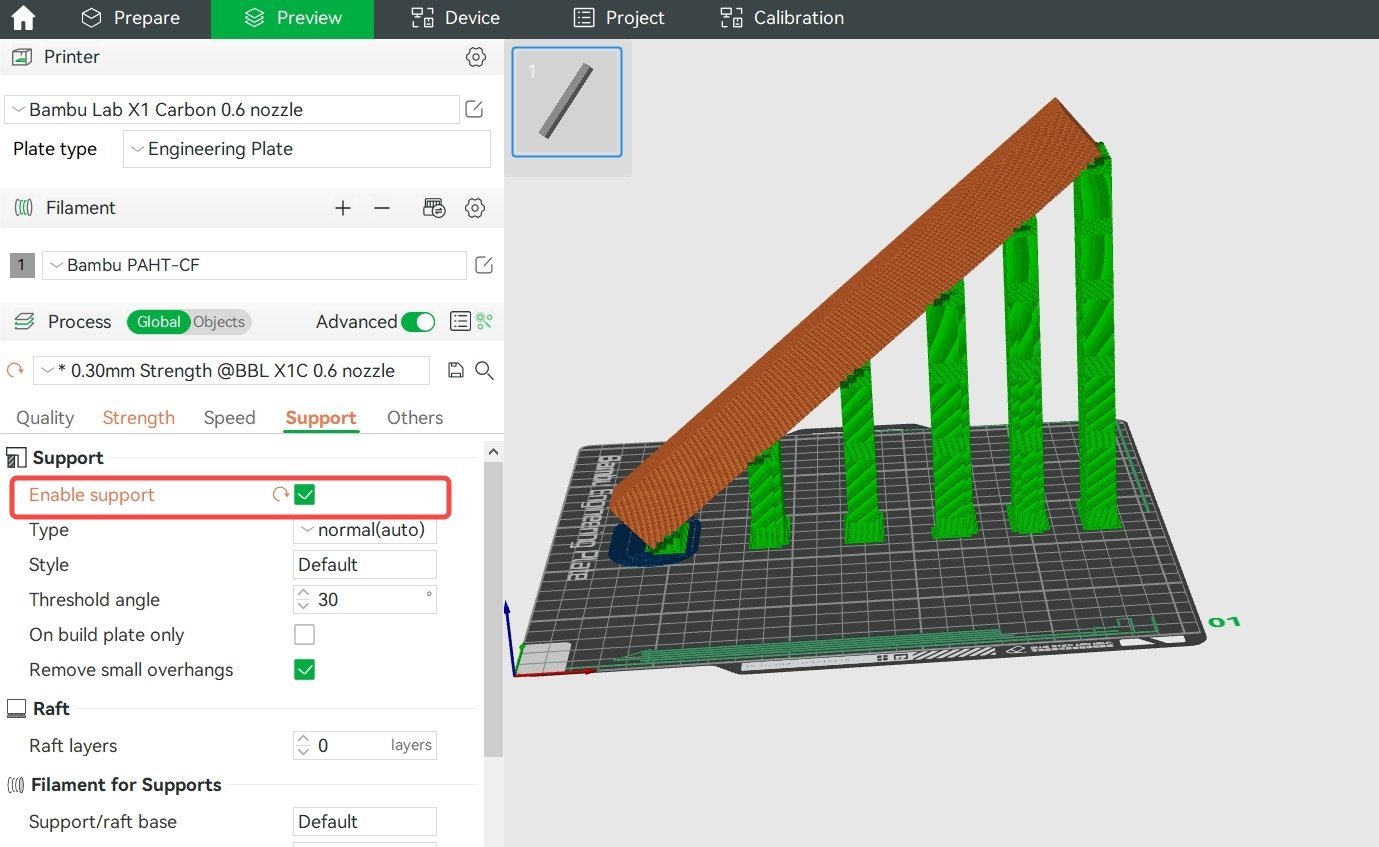
Disponendo il modello come mostrato nella Figura C, il modello avrà una percentuale simile nelle direzioni X&Y e Z, il che aiuta a prevenire deformazioni mantenendo la resistenza. È importante notare che questa disposizione può comportare più aree sporgenti. Per risolvere questo problema, è necessario aggiungere un supporto appropriato al modello. È possibile attivare il supporto automatico o terminare manualmente la verniciatura del supporto , a seconda delle caratteristiche dei modelli.
(2) Selezione del filamento: è importante notare che i filamenti ad alta temperatura come ABS, ASA, PC, PA, PA-CF e altri sono più facilmente deformabili . Pertanto, è consigliabile evitarli quando possibile per stampe di grandi dimensioni . Invece, si consiglia di selezionare filamenti come PLA, PLA-CF, PETG, PETG-CF, PET-CF e altri che sono meno inclini a deformarsi .
4. Altre istruzioni
- Se la forza di restringimento delle stampe > la forza magnetica tra le stampe e il letto riscaldato > la forza adesiva tra le stampe e la piastra di stampa, allora è più probabile che si verifichino deformazioni e separazioni tra le stampe e la piastra di stampa. In questo caso, l'adesione tra le stampe e la piastra di stampa dovrebbe essere aumentata.
- Se la forza di restringimento delle stampe > la forza adesiva tra le stampe e la piastra di stampa > la forza magnetica tra la piastra di stampa e il letto riscaldato, allora è più probabile che si verifichino deformazioni e separazioni tra la piastra di stampa e il letto riscaldato. In questo caso, l'adesione tra la piastra di stampa e il letto riscaldato dovrebbe essere aumentata. Ad esempio, dopo l'avvio della stampa, utilizzare clip metalliche per restringere i lati e gli angoli della piastra di stampa e del letto riscaldato -fare attenzione a non farsi colpire dalla macchina o a non compromettere la stampa.
- Si noti che se le dimensioni di stampa sono grandi, la densità di riempimento è elevata e viene utilizzato un filamento con un'elevata probabilità di deformazione, il restringimento durante il processo di stampa è inevitabile e i metodi sopra indicati potrebbero non evitare completamente tutte le potenziali deformazioni.
Il filamento si attacca all'ugello
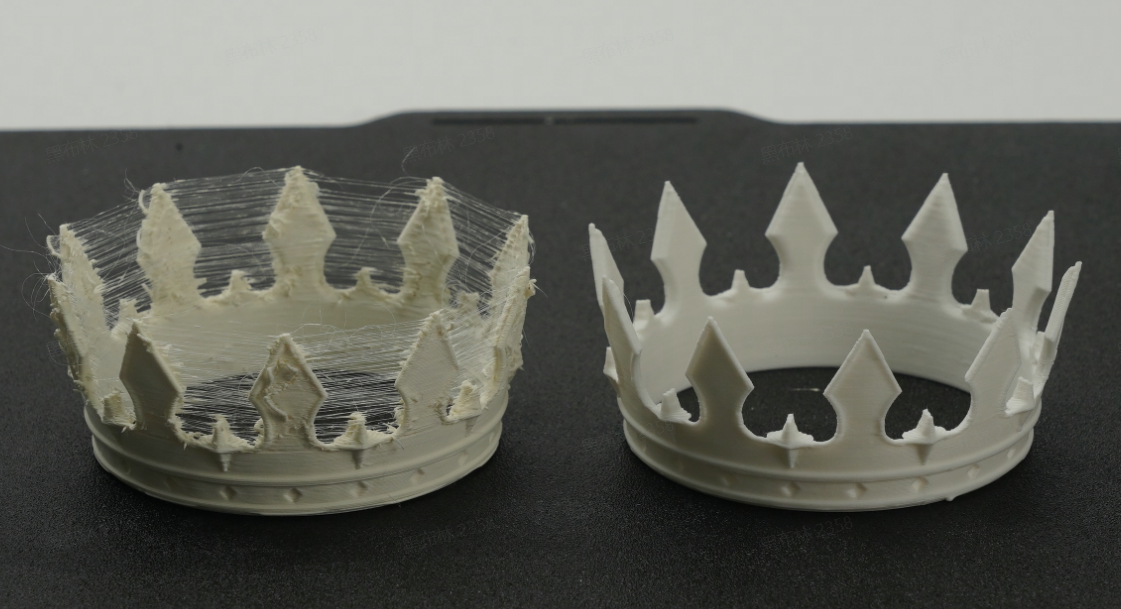
A volte, dopo aver stampato per un certo periodo di tempo, una piccola parte del filamento estruso aderisce all'ugello, causando una mancanza di materiale, ruvidità e altri fenomeni nel modello di stampa. Ancora più grave, l'ugello avrà una grande massa di materiale, con conseguente fallimento della stampa. La figura seguente mostra un tipico fenomeno di ugello che si attacca al filamento.
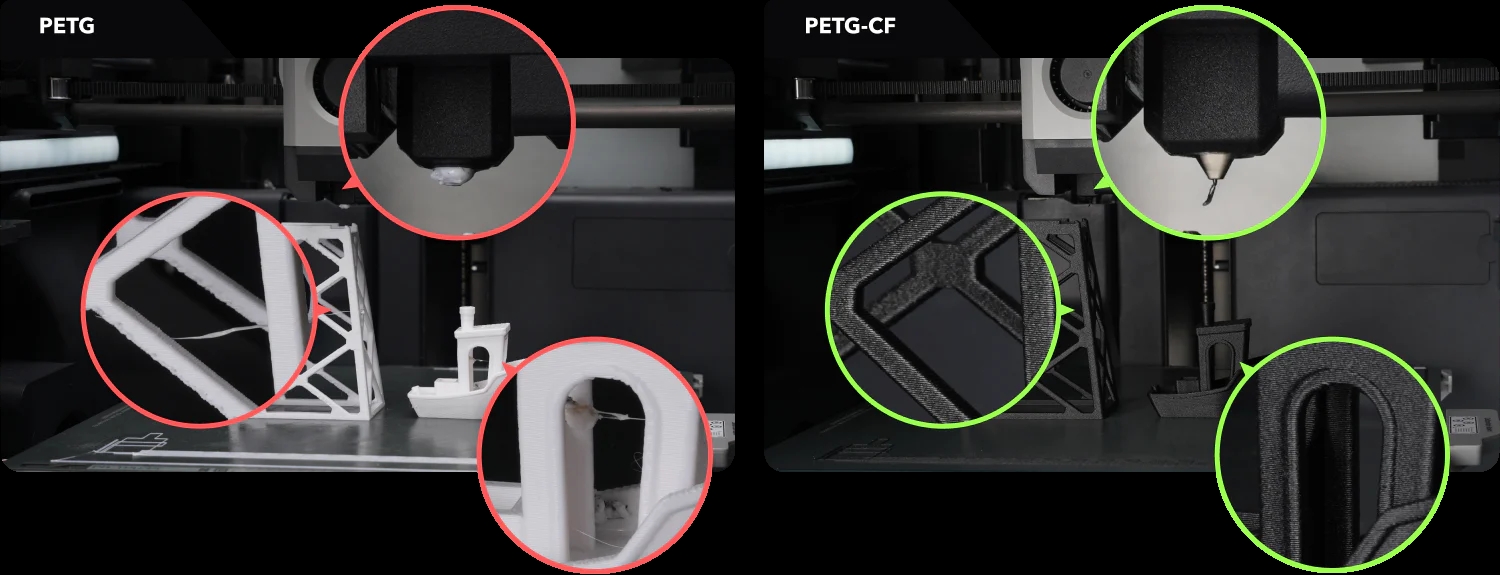
Questo problema si verifica generalmente quando si stampano filamenti PETG, che includono PETG e PETG-CF ordinari. Bambu PETG Basic e Bambu PETG-CF sono appositamente formulati e ottimizzati, quindi la probabilità di ugello appiccicoso è molto più bassa rispetto ad altre marche di PETG e PETG-CF sul mercato. E anche se si verifica l'ugello appiccicoso, l'impatto è molto lieve e raramente porta a difetti nella stampa. Tuttavia, in alcuni casi speciali, si verificheranno comunque problemi di ugello appiccicoso, di seguito sono riportate le soluzioni corrispondenti.
1. Il filamento è umido
Sebbene il tasso di assorbimento dell'acqua del filamento PETG sia relativamente basso, dopo l'esposizione all'aria umida per un certo periodo di tempo, il filamento sarà ancora umido e maggiore è l'umidità ambientale, più velocemente il filamento sarà umido, con conseguenti problemi come l'ugello che si attacca, la formazione di filamenti, la fuoriuscita di liquido e la superficie di stampa ruvida. Il motivo è che quando il vapore acqueo trasportato dal filamento passa attraverso l'ugello, si espande violentemente a causa del calore, il che fa sì che la fusione all'ugello si espanda e si diffonda, e quando una parte di essa aderisce alla parete esterna dell'ugello, potrebbe causare l'incollaggio dell'ugello. La soluzione corrispondente è quella di mettere il rotolo di filamento in un forno a getto d'aria, asciugarlo a 65-75 °C per circa 8 ore o utilizzare un letto riscaldato X1C per asciugare il filamento (fare riferimento alla procedura e al file 3mf per l'asciugatura del filamento con il letto riscaldato X1C | Bambu Lab Wiki) .
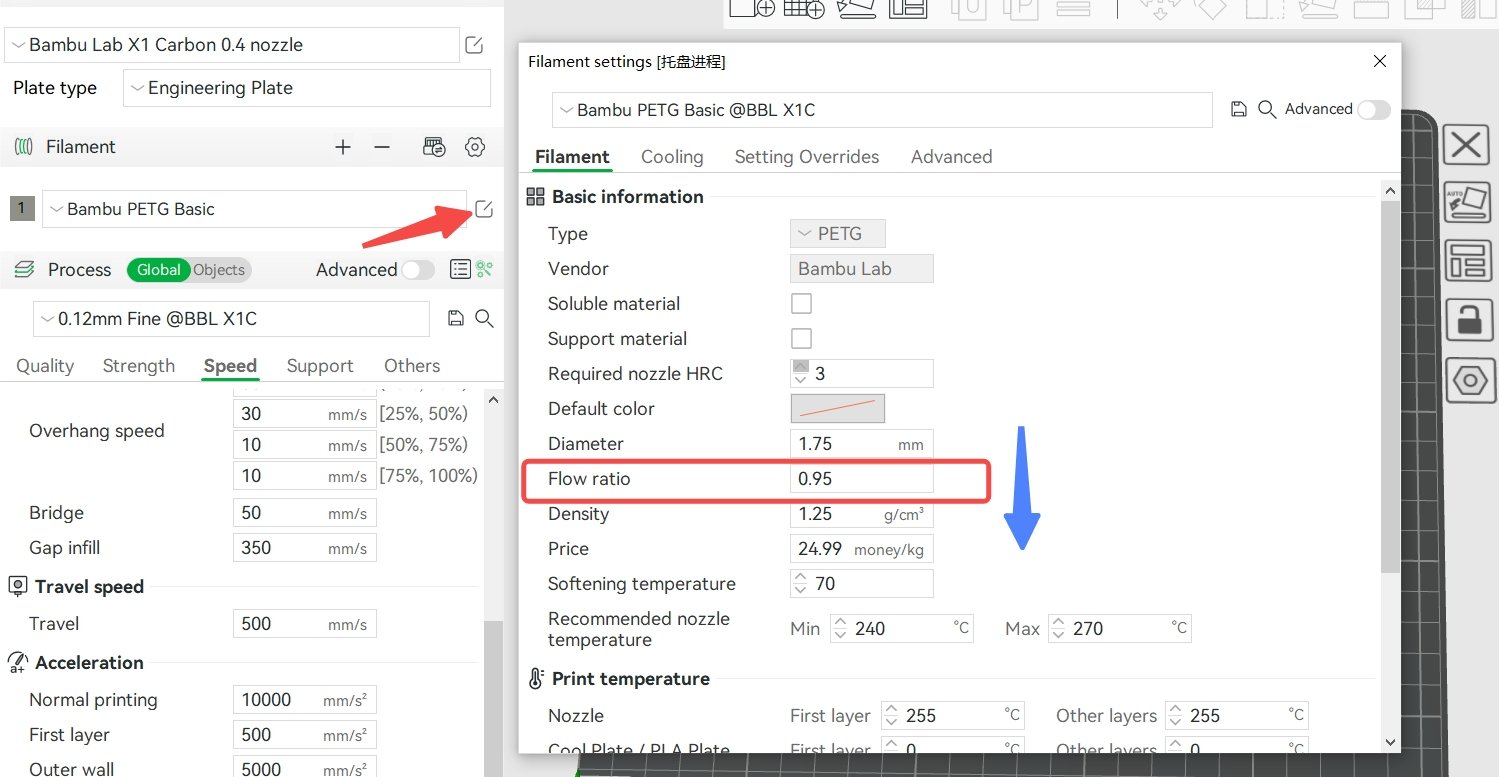
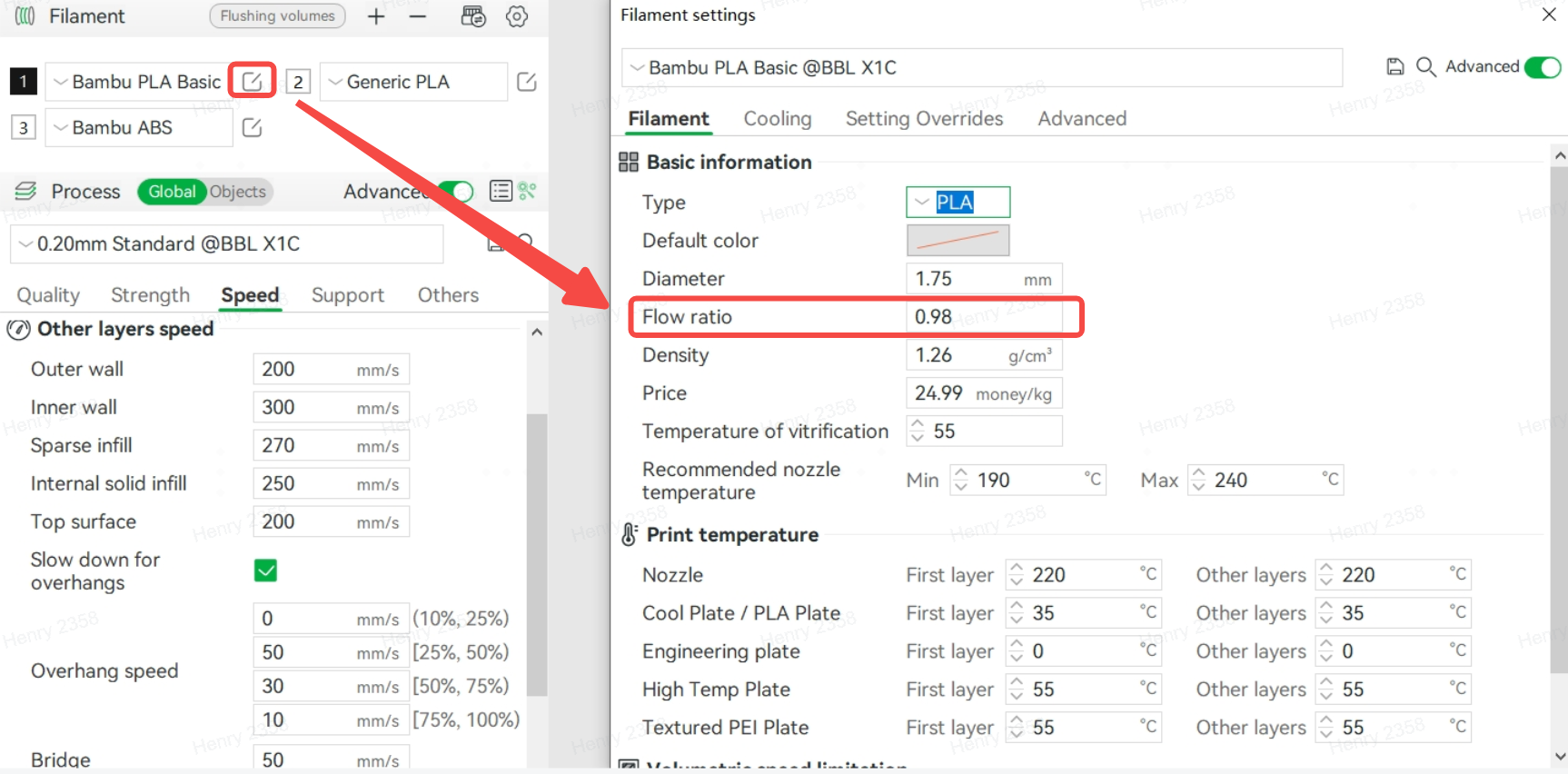
2. Il rapporto di flusso è troppo grande o l'ugello è usurato e il rapporto effettivo è maggiore di quello impostato
Per i filamenti PETG, il rapporto di flusso consigliato è compreso tra 0,93 e 0,96. Se è inferiore a 0,93, il rischio di carenza di materiale aumenterà e la resistenza del legame interstrato del modello sarà bassa. Se è superiore a 0,96, la resistenza del modello sarà maggiore, ma il rischio di perdite e ugello appiccicoso aumenterà. Il rapporto di flusso predefinito di Bambu PETG Basic e Bambu PETG-CF è 0,95. Non aumentarlo a piacimento. Quando si utilizzano questi due filamenti dopo l'asciugatura (molto importante) per stampare alcuni modelli e si verifica un problema di ugello appiccicoso, controllare prima se l'ugello è usurato, se è usurato, sostituirlo; se non è usurato, provare a ridurre leggermente questo valore tra 0,93 e 0,94.
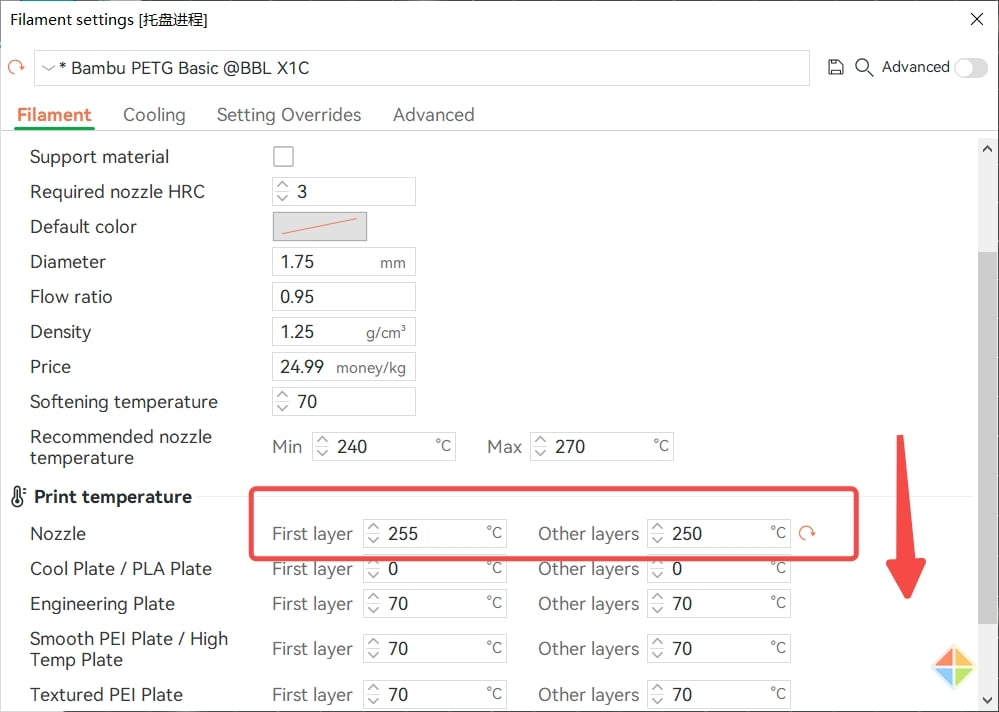
3. La velocità di stampa è troppo bassa o la temperatura di stampa è troppo alta
In generale, maggiore è la velocità di stampa, più filamenti devono essere fusi per unità di tempo e maggiore è la temperatura dell'ugello richiesta. Quando la velocità di stampa è molto elevata, la temperatura dell'ugello deve essere regolata correttamente per evitare una fusione insufficiente del filamento, con conseguente carenza di materiale. Al contrario, quando la velocità di stampa è molto bassa, il tempo di riscaldamento del filamento nell'ugello è più lungo, la fusione è più completa e la fluidità della fusione è più forte. In questo momento, se la temperatura dell'ugello non viene abbassata correttamente, potrebbe causare problemi come filamenti, perdite di materiale e ugello che si attacca. Pertanto, quando si riduce la velocità di stampa e la velocità volumetrica massima (corrispondente alla velocità di stampa più elevata), si prega di ridurre contemporaneamente la temperatura dell'ugello in modo appropriato.
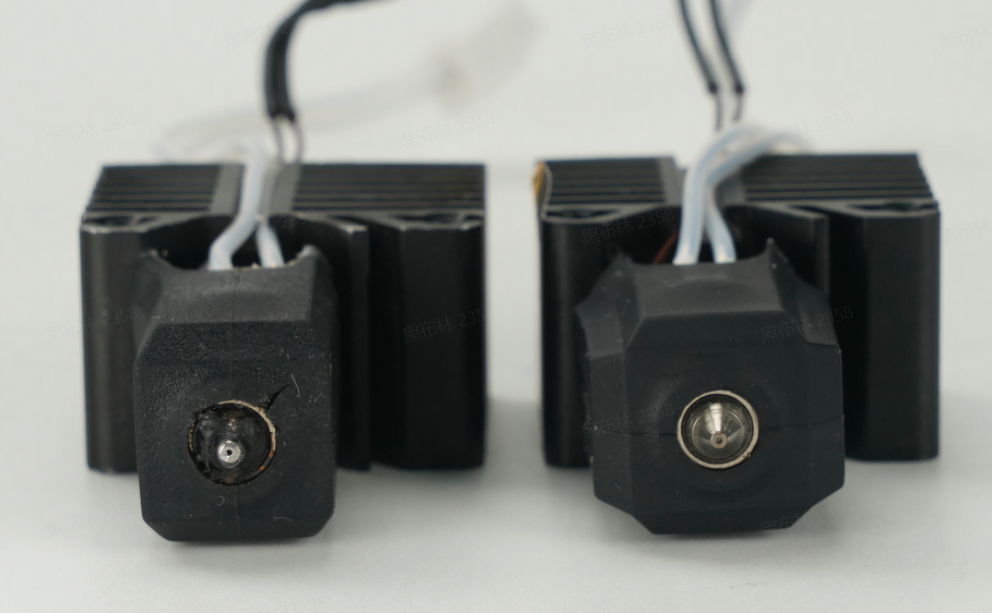
4. La parte di pulizia dell'ugello è usurata, allentata, troppo piccola o danneggiata
Dopo essere stata utilizzata per un periodo di tempo, la parte di pulizia dell'ugello potrebbe essere usurata, allentata, di altezza ridotta o danneggiata, con conseguente scarso effetto di pulizia dell'ugello e residui di filamento attaccati all'ugello. Si prega di confermare se questi problemi sussistono ispezionando visivamente, spostando manualmente la parte di pulizia dell'ugello, spingendo l'hotend sulla parte di pulizia dell'ugello per confrontare l'altezza dopo lo spegnimento e spingendo l'hotend per colpire rapidamente la parte di pulizia dell'ugello. Se si riscontrano questi problemi, le parti dell'ugello devono essere riparate o sostituite.
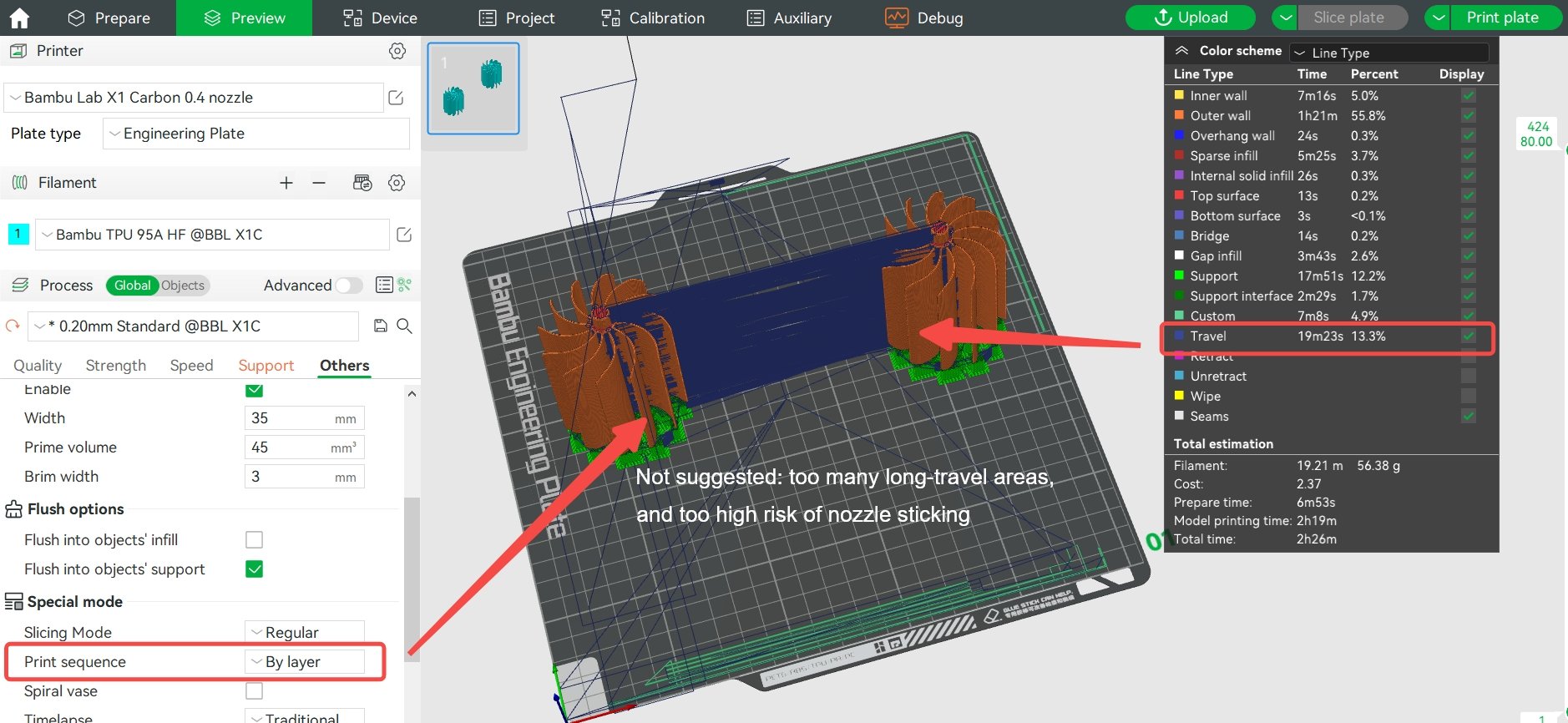
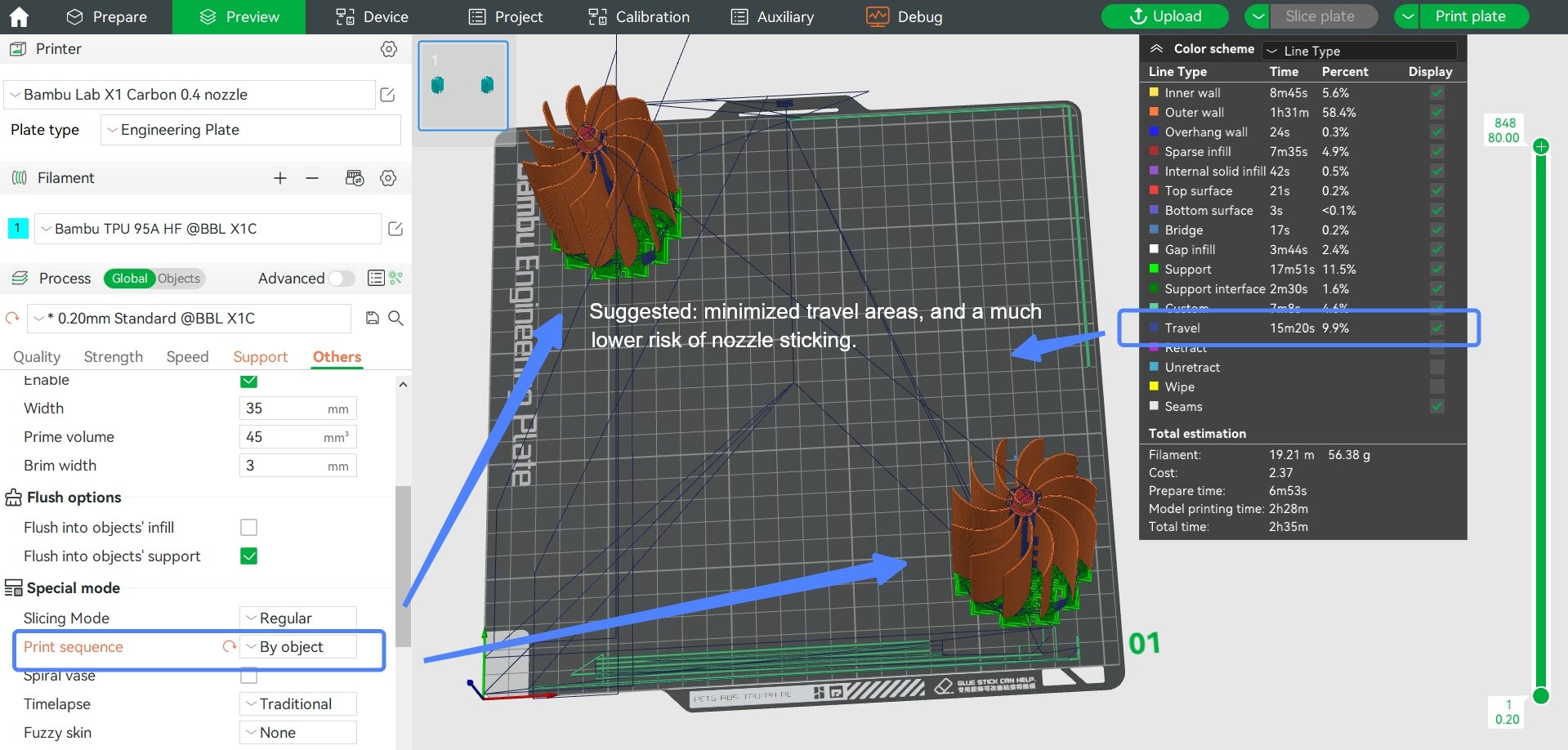
5. Il modello stesso ha troppe aree di salto lunghe (aree discontinue)
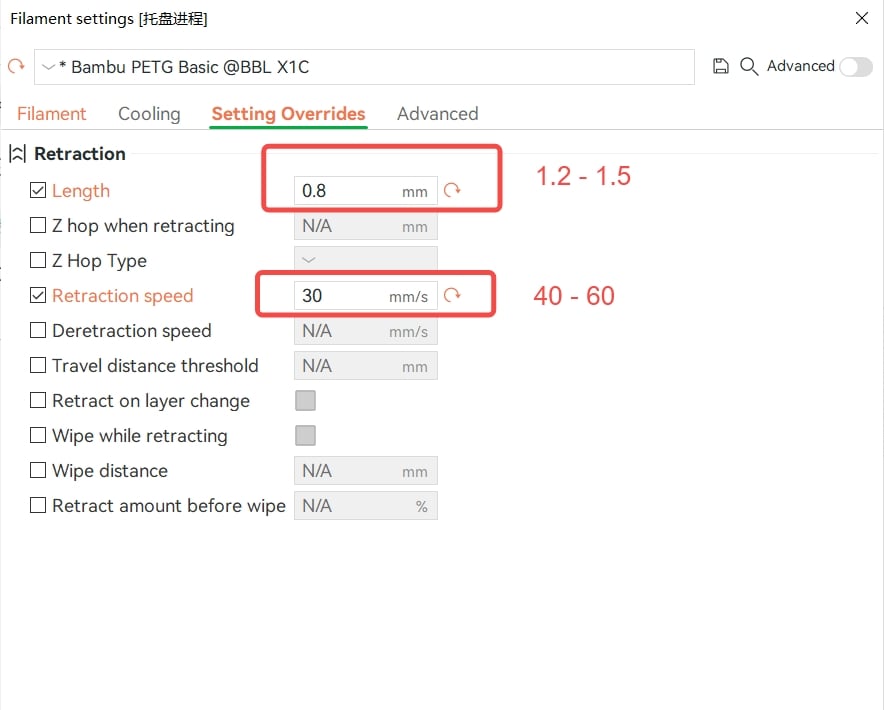
Se il modello stesso ha molte aree di salto lungo(aree discontinue) o se il posizionamento del modello è irragionevole, con conseguenti molti spostamenti a lunga distanza durante la stampa, il filamento fuso nell'ugello potrebbe fuoriuscire durante il processo di spostamento durante la stampa e sfregare contro il bordo esterno dell'ugello durante la stampa e accumularsi continuamente, causando l'inceppamento dell'ugello. In questo momento, si dovrebbe usare un metodo di posizionamento del modello ragionevole per evitare troppi spostamenti a lunga distanza. Si può anche prendere in considerazione di aumentare in modo appropriato la lunghezza di retrazione e la velocità di retrazione. Nota: quando la lunghezza di retrazione è impostata troppo grande, potrebbe causare intasamenti. In genere si consiglia di non superare i 2 mm.
Sotto estrusione
Ciò è solitamente causato da un'estrusione insufficiente e si possono distinguere due fenomeni: sottoestrusione complessiva e sottoestrusione locale.
Nel complesso, durante l'estrusione, le linee saranno solitamente rade, come mostrato nella figura seguente:
Una parte del modello è priva di materiale, come mostrato di seguito:
 |
 |
Di seguito sono riportate le possibili cause del problema e le relative soluzioni:
1. Eccessiva resistenza all'estrusione
- Bobina bloccata o filamento aggrovigliato: controllare e riorganizzare prima di stampare
- I tubi in PTFE presentano corpi estranei, sono parzialmente piegati o usurati: pulire i corpi estranei o sostituire il tubo.
- Ingranaggi dell'estrusore bloccati o danneggiati: pulire o sostituire gli ingranaggi.
- Ostruzione del passaggio interno dell'ugello, estrusione difficoltosa (facile da verificare dopo un lungo periodo di stampa del filamento contenente fibre): pulire l'ugello o sostituirlo con uno nuovo.
2. Il volume di estrusione è troppo piccolo
La velocità di fusione ed estrusione del filamento non riesce a tenere il passo con la velocità di stampa: aumentare la temperatura dell'ugello o diminuire la velocità di stampa in modo appropriato. Se si desidera attivare la "Modalità Ludicrous" (stampa a velocità più elevata), è meglio aumentare la temperatura dell'ugello (circa 10 °C) per aumentare la velocità di fusione dei filamenti. Se si desidera utilizzare filamenti di terze parti (che potrebbero non supportare la stampa ad alta velocità), selezionare il parametro Generico per lo slicing e la stampa con una velocità di stampa relativamente bassa.
- Ostruzione del passaggio interno dell'ugello, estrusione difficoltosa (facile da verificare dopo un lungo periodo di stampa del filamento contenente fibre): pulire l'ugello o sostituirlo con uno nuovo.
- Se l'intera superficie del modello è palesemente priva di materiale, è anche possibile che la portata non sia sufficiente, puoi aumentare un po' la portata nello slicer. Se stai utilizzando il filamento ufficiale Bambu, si consiglia di utilizzare il rapporto di portata predefinito e di non modificarlo a piacimento.
3. Valore PA inappropriato
Se il modello presenta una carenza di materiale all'angolo (figura sotto), è probabile che il valore di avanzamento della pressione sia impostato in modo errato e che sia necessario ricalibrare il flusso.
.png)
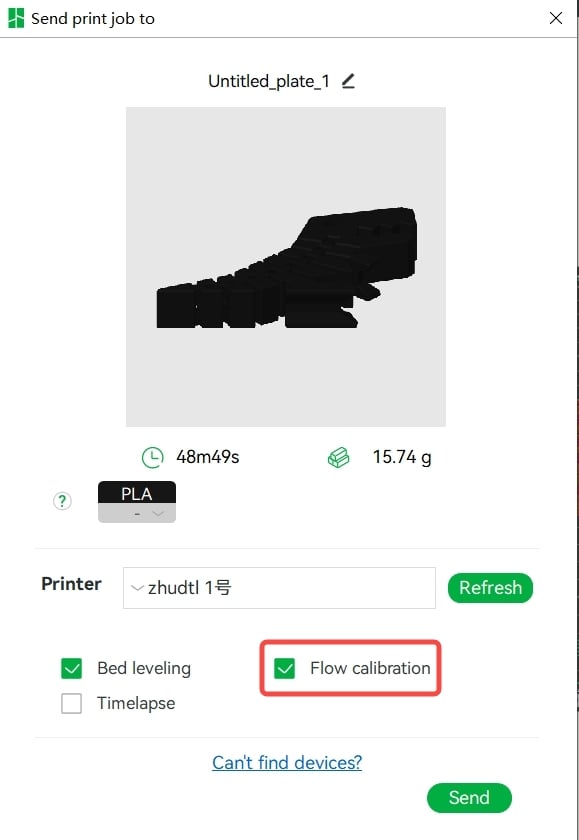
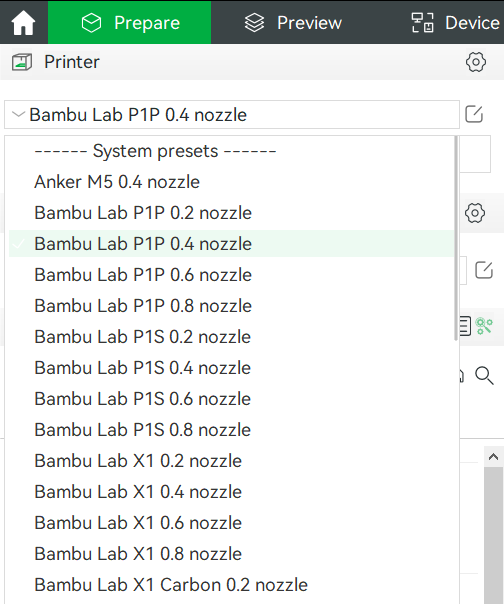
La funzione della calibrazione del flusso è quella di garantire che il filamento estruso dall'estrusore possa rimanere uniforme quando la testa dell'utensile si muove durante la stampa, evitando materiale eccessivo o insufficiente nei nodi di accelerazione o decelerazione. Se il valore di avanzamento della pressione è errato, potrebbe portare all'estrusione istantanea di troppo o troppo poco filamento. Il metodo di calibrazione del flusso delle stampanti delle serie P1P e X1 è mostrato nella figura seguente:
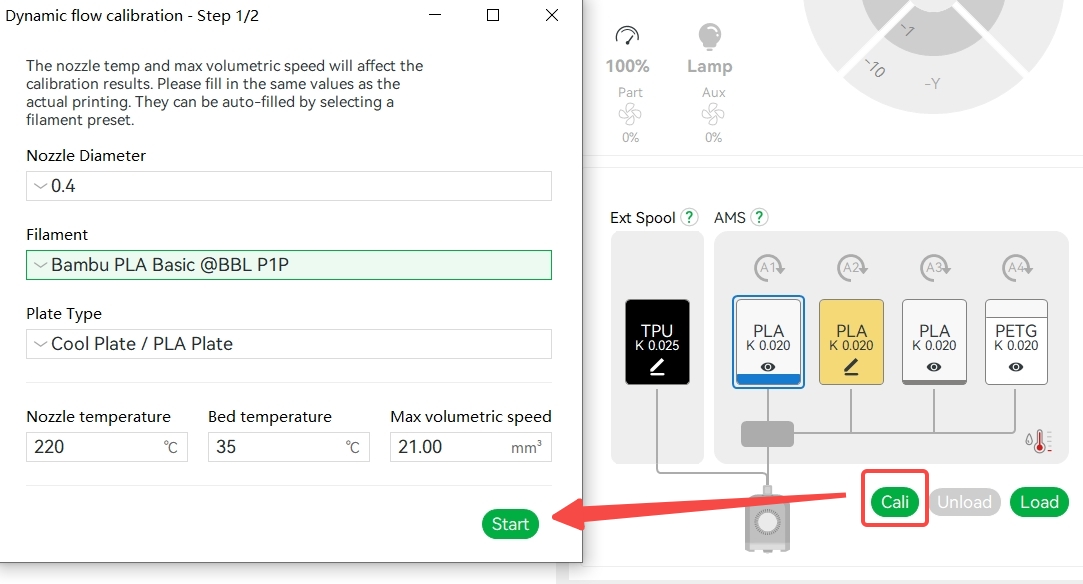
L'essenza della calibrazione del flusso è trovare un valore di compensazione dell'estrusione adatto per garantire una linea di estrusione uniforme durante il movimento di accelerazione e decelerazione della testa dell'utensile.
Stringendo e trasudando
Causa: estrusione eccessiva dell'ugello o espansione e flusso anomali del filamento fuso.

1. Filamento umido - Si consiglia di asciugare prima il filamento e poi di utilizzarlo in un contenitore ermetico con essiccante. Puoi fare riferimento a questo wiki per asciugare il filamento: Procedura e file 3mf per asciugare il filamento con il piano riscaldato X1C | Bambu Lab Wiki
2. Il modello ha una lunga distanza di viaggio e una piccola lunghezza di retrazione, che fa sì che il filamento fuoriesca dall'ugello durante il viaggio: quando si stampano più modelli, ridurre la spaziatura tra i modelli e aumentare opportunamente la lunghezza di retrazione o la velocità di retrazione. Nota: quando la lunghezza di retrazione è impostata troppo grande, è facile causare l'ostruzione e in genere si consiglia di non superare i 2 mm.
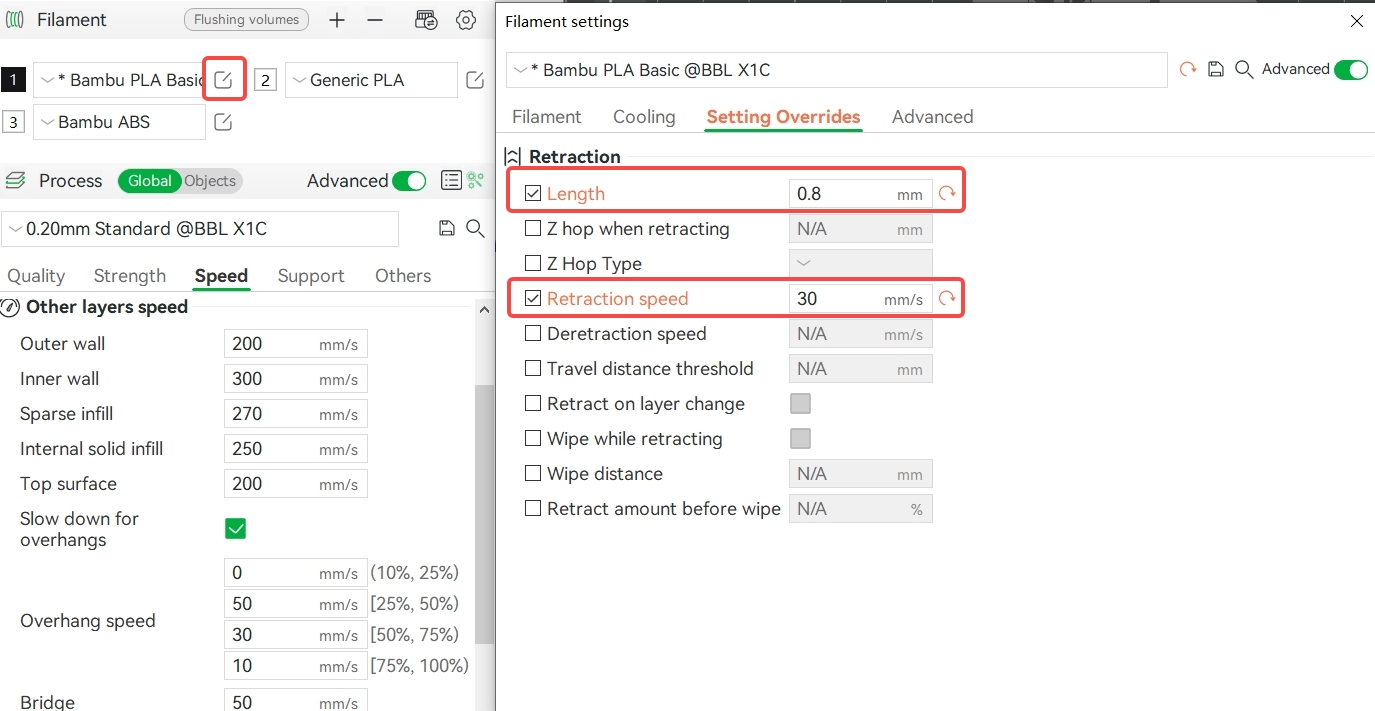
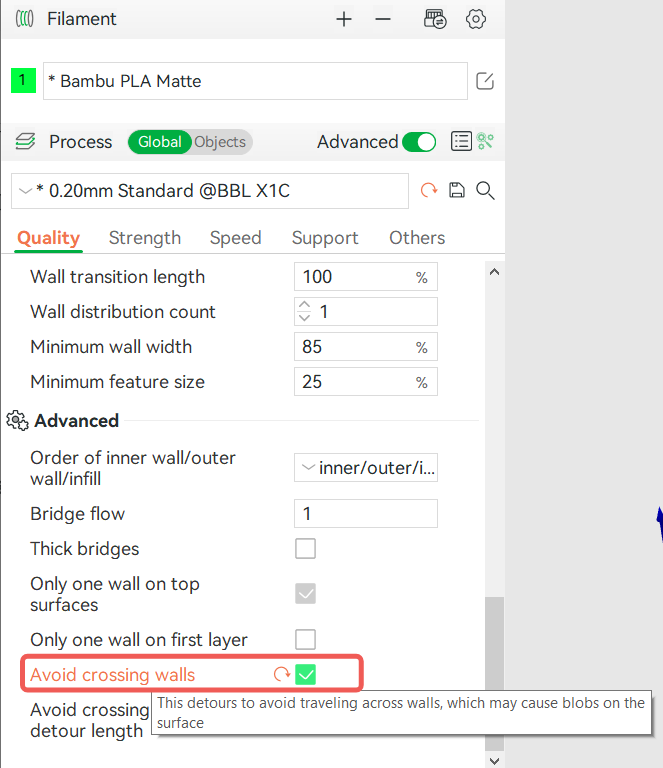
3. Il modello ha una struttura speciale o un posizionamento non corretto. Quando ci sono più strutture discontinue in un singolo modello e la spaziatura tra i modelli è ampia, ci saranno spostamenti a lunga distanza nella stampa, quindi il filamento fuso gocciolerà durante lo spostamento, causando difetti come stringing e ozzing. In questo caso, la distanza di posizionamento tra i modelli può essere ridotta. Puoi anche abilitare " Evita di attraversare pareti " per ridurre la probabilità di stringing.
4. La temperatura dell'ugello è troppo alta e la viscosità del filamento fuso è troppo bassa: ridurre adeguatamente la temperatura dell'ugello.
5. Quando si utilizzano filamenti a bassa densità (come LW-PLA), la temperatura di stampa o il rapporto di flusso non sono impostati correttamente: si consiglia di ridurre correttamente la temperatura di stampa e di impostare il rapporto di flusso tra 0,5 e 0,7. Il filamento a bassa densità, come LW-PLA, presenta più fori e gas (acqua) all'interno e il processo di stampa produrrà gas, che causerà una grande espansione del filamento fuso, quindi si consiglia di asciugare il filamento prima di stampare e di impostare un rapporto di flusso inferiore durante il taglio.
6. L'apertura dell'ugello è troppo grande e provoca la fuoriuscita di più filamenti dall'ugello.
- Scegli una dimensione di ugello errata durante l'affettatura o usa un ugello dal diametro maggiore durante la stampa. Prima di stampare, assicurati che la configurazione selezionata corrisponda alla dimensione effettiva dell'ugello.
- L'ugello è stato utilizzato per molto tempo e presenta evidenti segni di usura: sostituirlo.
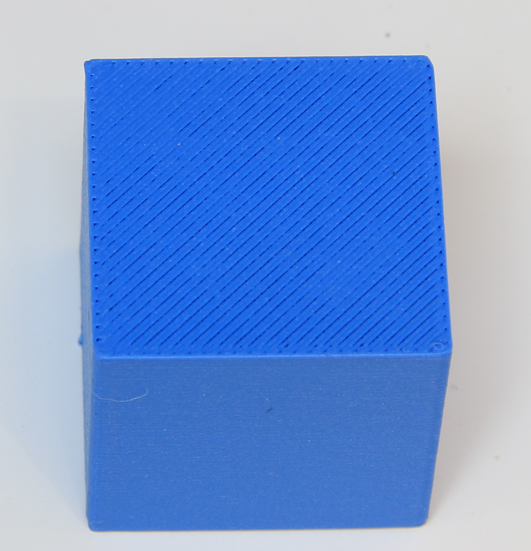
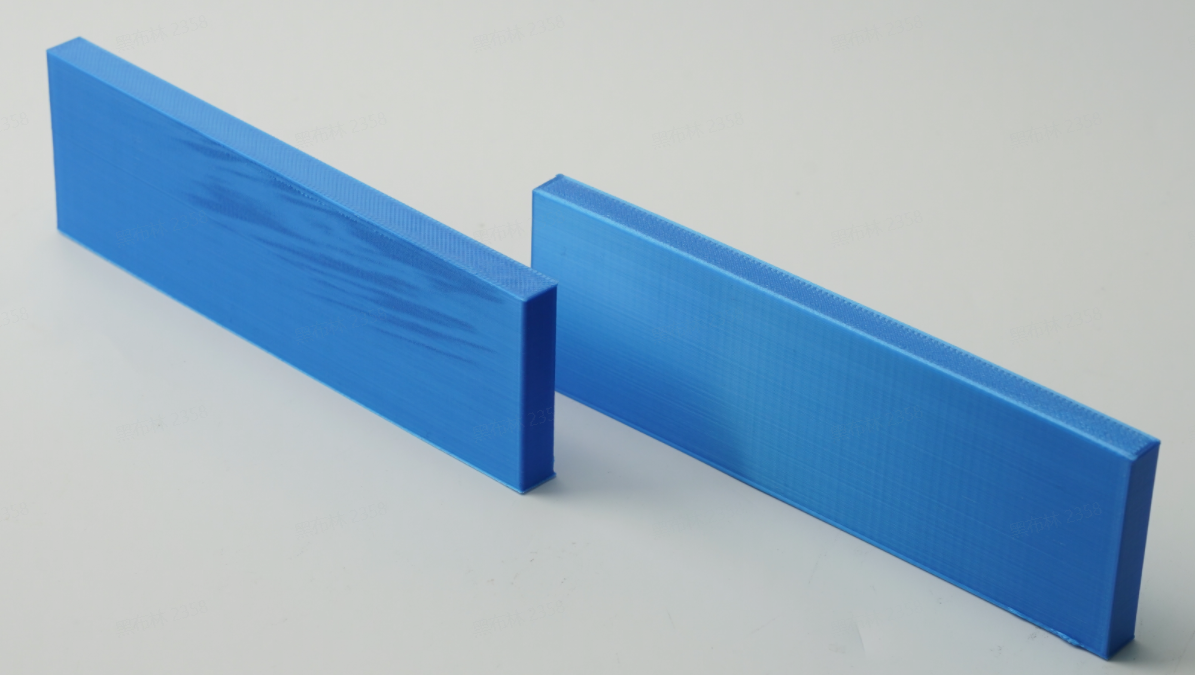
Le diverse aree del modello hanno una lucentezza diversa
Causa diretta: la temperatura di stampa è la stessa, più bassa è la velocità di stampa, più luminosa è la superficie; alla stessa velocità di stampa, più alta è la temperatura di stampa, più luminosa e liscia è la superficie. L'essenza è che il grado di fusione del materiale è diverso, la fluidità è diversa, con conseguente diversa rugosità superficiale del modello di stampa, e questo fenomeno è più evidente quando si stampano materiali con buona riflettività.
1. La velocità di stampa delle diverse aree del modello è significativamente diversa (ad esempio, rallentamento dovuto alle sporgenze).
- Si consiglia di ridurre opportunamente la velocità della parete esterna (per modelli di grandi dimensioni) o la velocità complessiva (modelli di piccole dimensioni), oppure di annullare il rallentamento per le sporgenze, per garantire che la velocità di stampa della superficie della parete esterna sia simile o uguale.
Ritaglia e riduci la velocità della parete esterna per rendere la velocità delle diverse aree il più possibile uniforme:
2. Quando si stampa il modello con un'altezza dello strato bassa (ad esempio 0,08 mm), se la velocità di stampa è elevata, la superficie del modello potrebbe apparire come un'area lucida a scaglie di pesce.
- Passare a un'altezza di livello maggiore, ad esempio da 0,08 mm, 0,12 mm a 0,16 mm, 0,20 mm.
- Ridurre opportunamente la velocità di stampa e aumentare la temperatura di stampa.
Modello di fessurazione interstrato
Causa diretta: una debole adesione interstrato, che provoca la formazione di crepe sulla superficie del modello, si verifica solitamente nella stampa di materiali ABS, ASA, PC, PET-CF, PA-CF, come mostrato nella figura seguente:
Le ragioni comuni e i metodi di miglioramento sono i seguenti:
1. Estrusione insufficiente, mancanza di materiale tra gli strati.
- La fusione del filamento non è sufficiente, la viscosità è troppo elevata, la fluidità è scarsa e l'area di legame tra gli strati adiacenti del filamento estruso è troppo piccola: aumentare opportunamente la temperatura dell'ugello o ridurre la velocità di stampa.
- Ugello intasato, con conseguente estrusione non uniforme: pulire e disostruire l'ugello.
2. La forza di legame del filamento è bassa oppure la struttura della parte del modello è debole.
- Aumentare opportunamente il numero di anelli delle pareti e aumentare il tasso di riempimento.
3. Raffreddamento eccessivo.
- La velocità della ventola è troppo elevata: ridurla di conseguenza;
- Bassa temperatura della camera: aumentare adeguatamente la temperatura del piano riscaldato, chiudere lo sportello anteriore della stampante e il coperchio in vetro superiore.
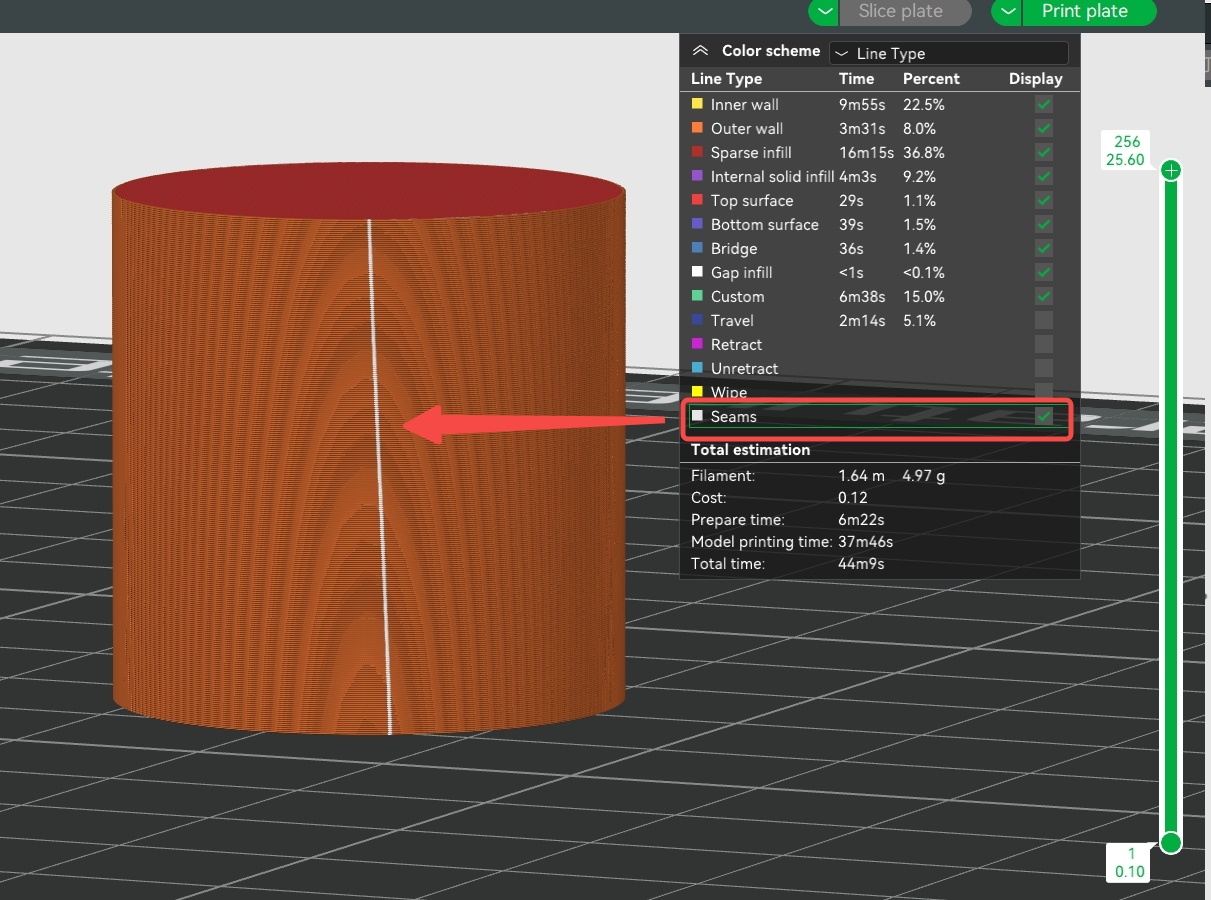
Cucitura
Nella stampa 3D FDM, si forma una cucitura all'incrocio tra il punto di partenza e il punto di arrivo di ogni strato di stampa, il che è un fenomeno normale. Per saperne di più sulle cuciture, consulta questo wiki: Seam | Bambu Lab Wiki。

Per migliorare adeguatamente la qualità della cucitura è possibile utilizzare i seguenti metodi:
1. Impostare il numero di anelli a parete su 3;
2. Cercare di evitare di stampare più modelli su una piastra per ridurre la corsa della testina dell'utensile;
3. Aumentare opportunamente la temperatura dell'ugello e ridurre la velocità di stampa della parete esterna;
4. Per alcuni modelli speciali, puoi abilitare la modalità "Vaso a spirale". Quando la modalità "Vaso a spirale" è abilitata, il modello verrà stampato in una spirale lineare e le cuciture appariranno solo sugli ayers del guscio inferiore e non sulle pareti esterne. Nota: il modello stampato da questa modalità ha solo una parete esterna, nessun riempimento e guscio superiore e si applica solo ad alcuni modelli semplici (i modelli complessi non possono essere completati con una singola linea, con conseguenti sezioni sospese durante l'affettatura). Per maggiori dettagli, fare riferimento a questa wiki: Vaso a spirale | Bambu Lab Wiki。

Modello di cintura
Causa: Durante il processo di stampa, l'occlusione della cinghia e della puleggia folle forma un motivo a bande, il motivo della cinghia, la cui spaziatura delle venature è coerente con la spaziatura dei denti della cinghia della stampante (2 mm). In generale, è probabile che le stampanti Core XY producano questo motivo sulla superficie di stampa.
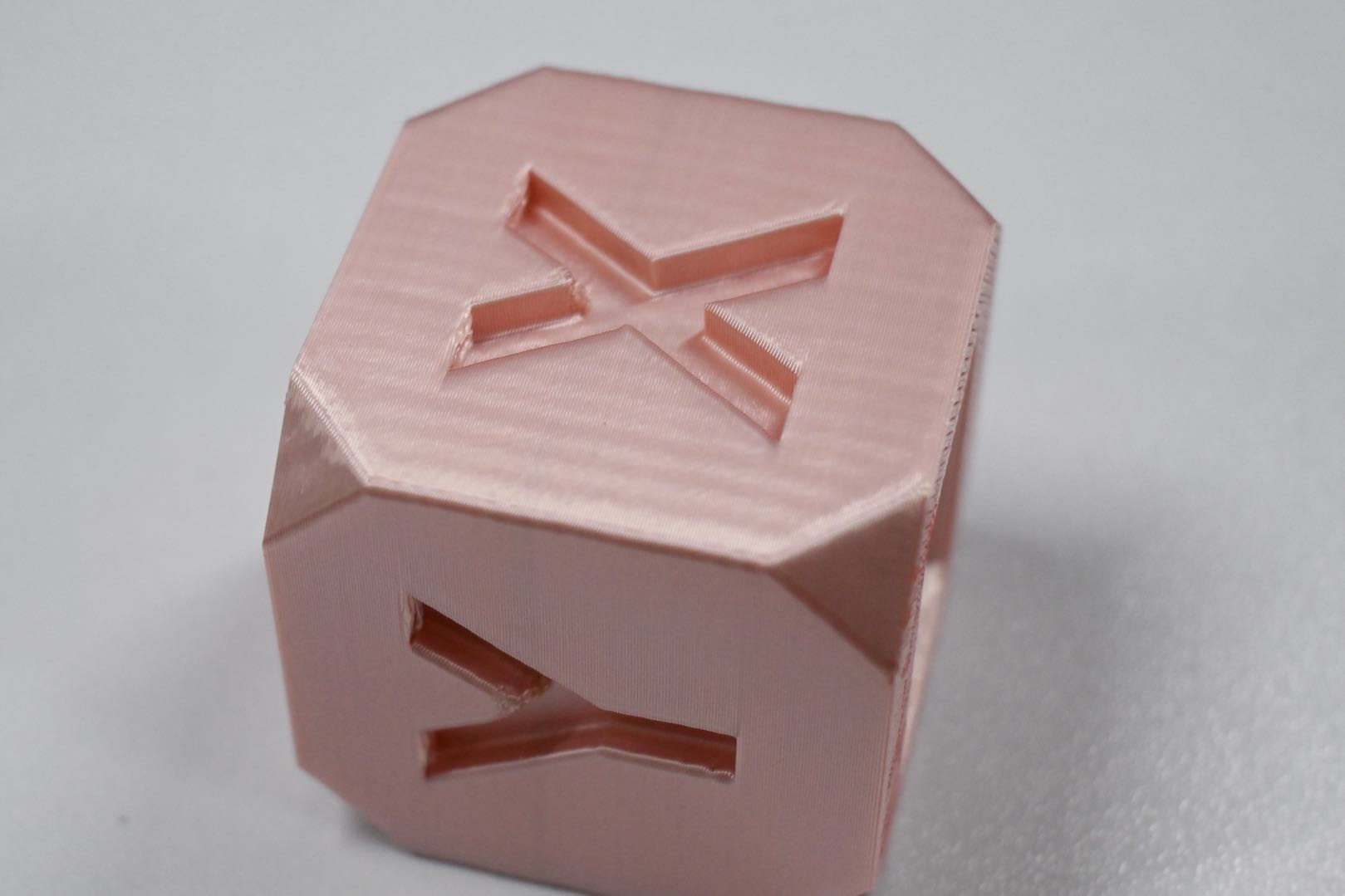
Per evitare il motivo a cintura sulle stampe è possibile utilizzare il seguente metodo:
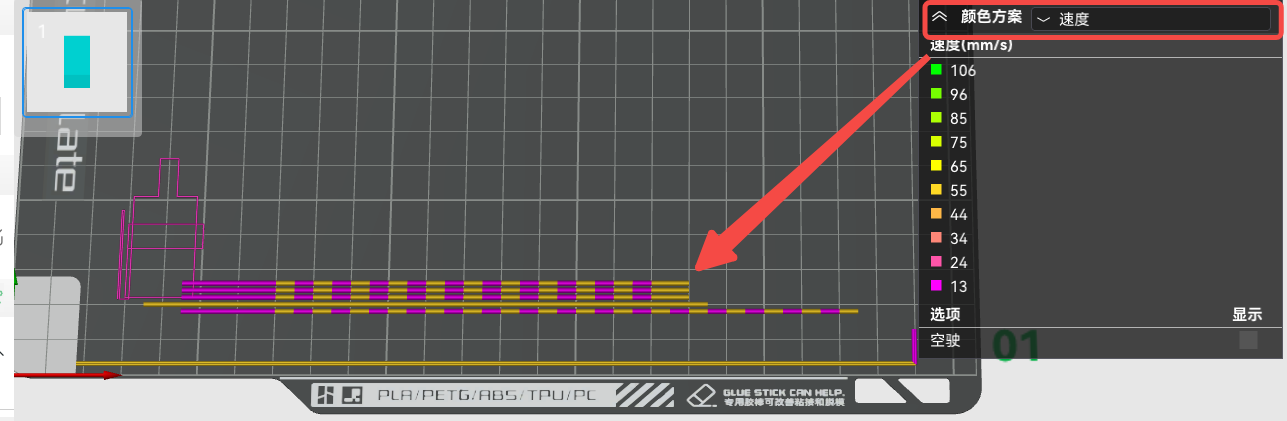
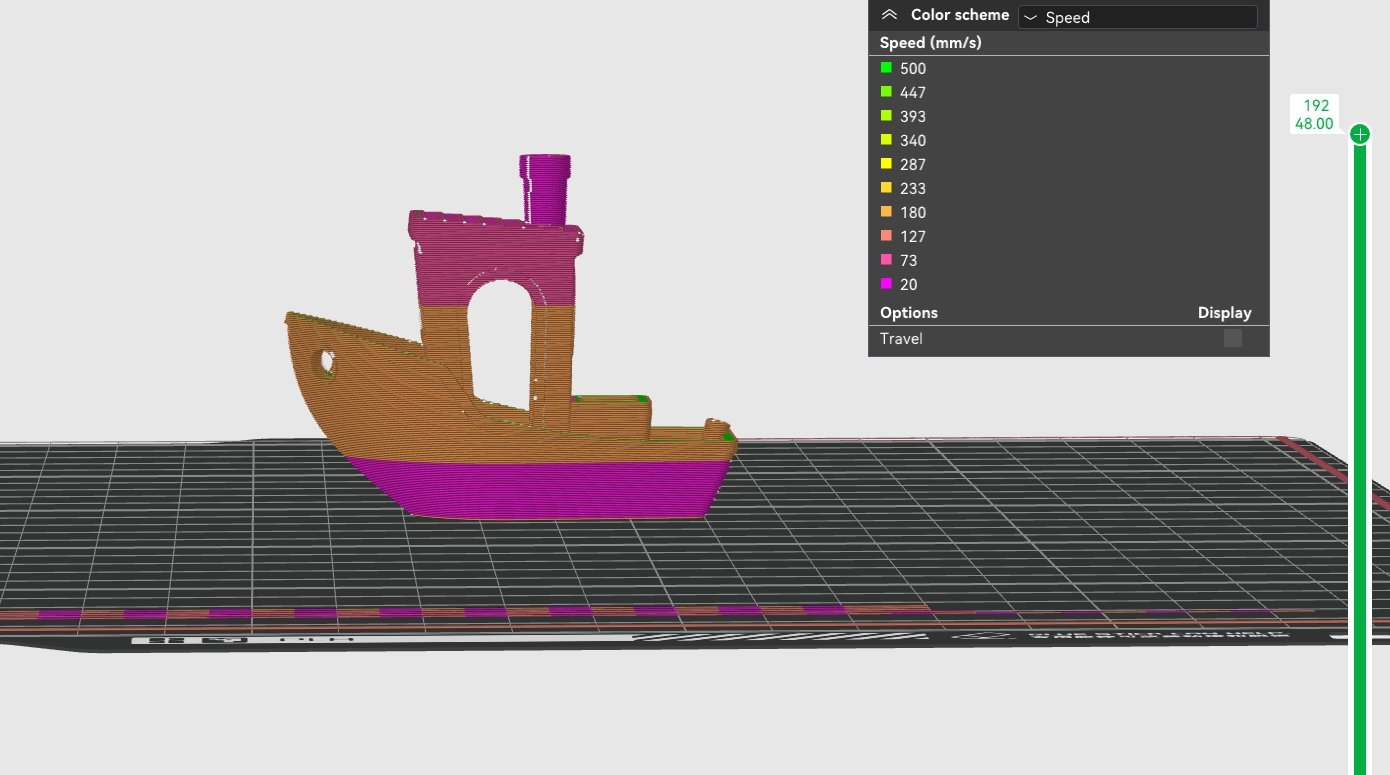
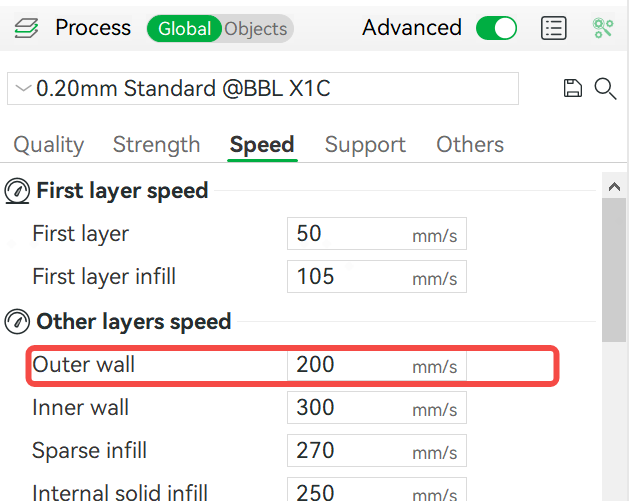
Aumenta la velocità della parete esterna: in generale, questo schema è collegato alla velocità di stampa della parete esterna. È più pronunciato a circa 120 mm/s. Si consiglia di aumentare la velocità di stampa della parete esterna a 200 mm/s. Se la velocità predefinita del filamento è bassa (come PETG) e non può essere aumentata a 200 mm/s, provare a ridurre l'altezza dello strato o aumentare la temperatura e la portata volumetrica massima in modo appropriato per evitare che la velocità di stampa della parete esterna si avvicini a 120 mm/s. Tuttavia, in genere consigliamo di aumentare la velocità della parete esterna.
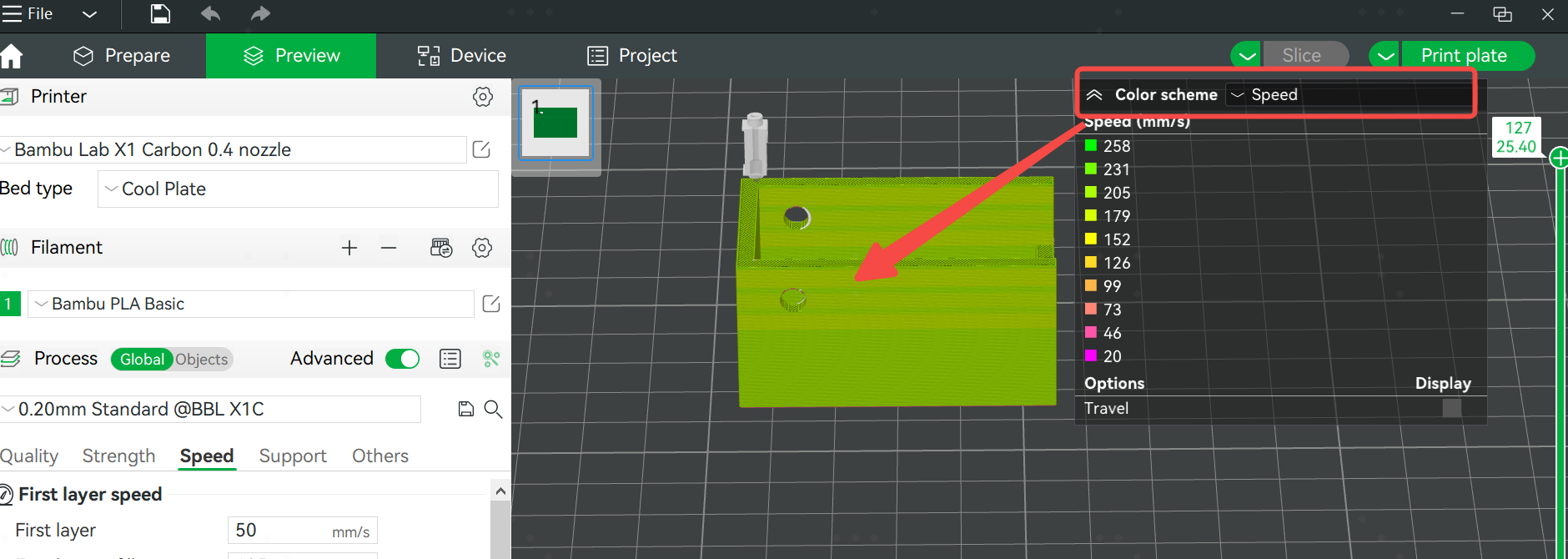
Dopo aver tagliato, puoi selezionare la velocità nello schema di colori per visualizzare la velocità effettiva di stampa a parete del modello. In genere, la velocità è anche limitata dalla portata massima, che varia a seconda che tu utilizzi il filamento di Bambu o un filamento generico. Il filamento ufficiale di Bambu ha una portata massima più elevata, consentendo velocità di stampa più elevate.
Fonte: Bambu Lab Wiki

 https://www.instagram.com/3digital.tech/
https://www.instagram.com/3digital.tech/