

Der heutige Drucker ist der brandneue QIDI Q1 PRO schaffe ich es endlich, wenige Tage nach der offiziellen Präsentation und nicht erst nach mehreren Monaten eine Rezension zu veröffentlichen. Ehrlich gesagt, als mir QIDI (dem ich für das zugesandte Gerät sehr danken möchte) einen Testbericht zu einem neuen 3D-Drucker im „kleinen“ Format anbot, sagte ich sofort nein, ich hatte kein Interesse an einer neuen Variante des bereits vorhandenen eins. X Smart 3. Aber nachdem ich die Eigenschaften des Flyers gelesen hatte, den sie mir geschickt hatten, sagte ich zu mir: „Das ist merkwürdig, ein Test ist besser, es zu machen.“ Aufgrund der Features ist es wirklich eine Überlegung wert, indem man es einfach mit dem Creality K1, Flashforge 5M PRO und Bambu Lab P1S vergleicht. Fragen Sie mich nicht nach Phrozen Arco, es ist in einem anderen Marktsegment 😉
Rahmen/Karosserie/Chassis
Ein Großteil der Rezension kann sich leicht mit der von überschneiden QIDI Was ich Ende 2023 getan habe, lesen/beobachten Sie es, denn Sie werden viele Gemeinsamkeiten zwischen den beiden Druckern feststellen. Wie üblich ein schönes Kunststoffgehäuse, das einen soliden Metallrahmen verbirgt, ein nicht übermäßiges Gewicht von rund 17 kg. Auf ästhetischer Ebene liegen wir immer noch deutlich hinter der Konkurrenz, aber zumindest hat QIDI dieses Mal versucht, im Vergleich zu überzeugendere Linien zu schaffen Die üblichen schrecklichen Plastikboxen. Der Eindruck entsteht, dass es sich um ein „billiges“ Produkt handelt, in Wirklichkeit ist es das aber überhaupt nicht. Viel kleinere Stellfläche des Druckers mit einer deutlichen Reduzierung des Druckvolumens auf 245 x 245 x 245 mm. perfekt im Einklang mit Konkurrenzprodukten .

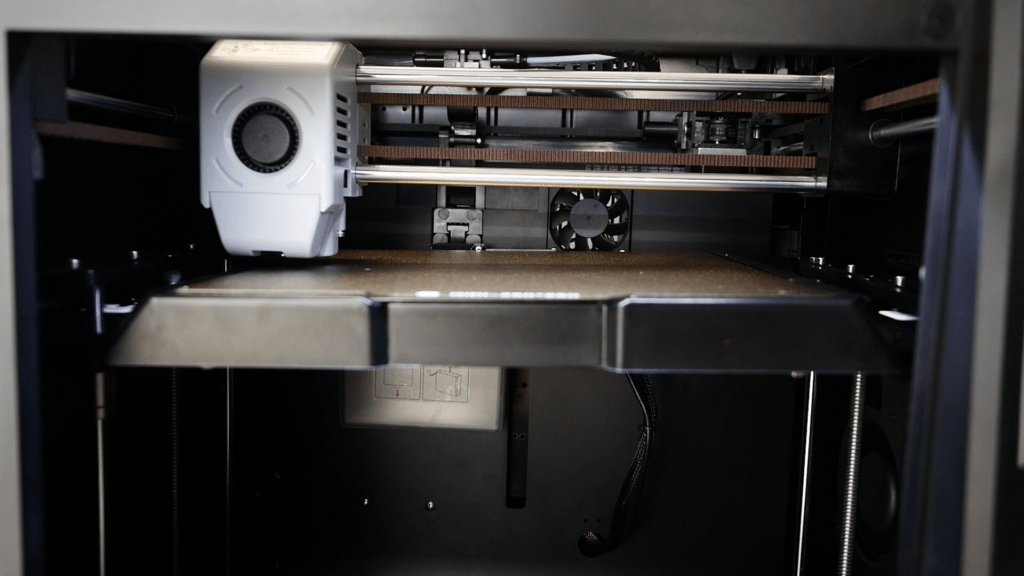
Übliches CoreXY-Uhrwerk mit 8-mm-Stäben auf Y + LM8UU-Lagern und 10-mm-Stäben auf . Die Laufruhe des X ist im Vergleich zum K1 von Creality hervorragend. Die Neuheit kommt beim Z ins Spiel , es gibt immer eine doppelte Trapezstange, um alles zu bewegen, aber anstelle eines einzelnen Motors und eines Synchronisationsriemens finden wir 2 separate Motoren (mit 2 dedizierten Schritttreibern). Es gibt keine wirkliche Motivation für diese technische Entscheidung. Sie haben wahrscheinlich gesehen, dass es mühsamer ist, die beiden Stangen mit einem Band auszurichten, als eine automatische Anpassung über Firmware und Nivellierungssensor vorzunehmen. Vor jedem Druckstart führt er automatisch eine Nivellierung der beiden Höhen durch, um die Oberfläche „eben“ zu machen. Achten Sie darauf, es NICHT mit NIVEAU und der Erzeugung des ebenen Kompensationsnetzes zu verwechseln. Es sind zwei verschiedene Dinge.
Im Vergleich zum X PLUS 3 habe ich viel weniger Knarrgeräusche bemerkt, die durch das Aufheizen/Abkühlen der Kammer entstehen.
NOTIZ: schreckliche und nicht sehr funktionale Rollenhalterung... ein Remake ist dringend erforderlich!
Druckplan
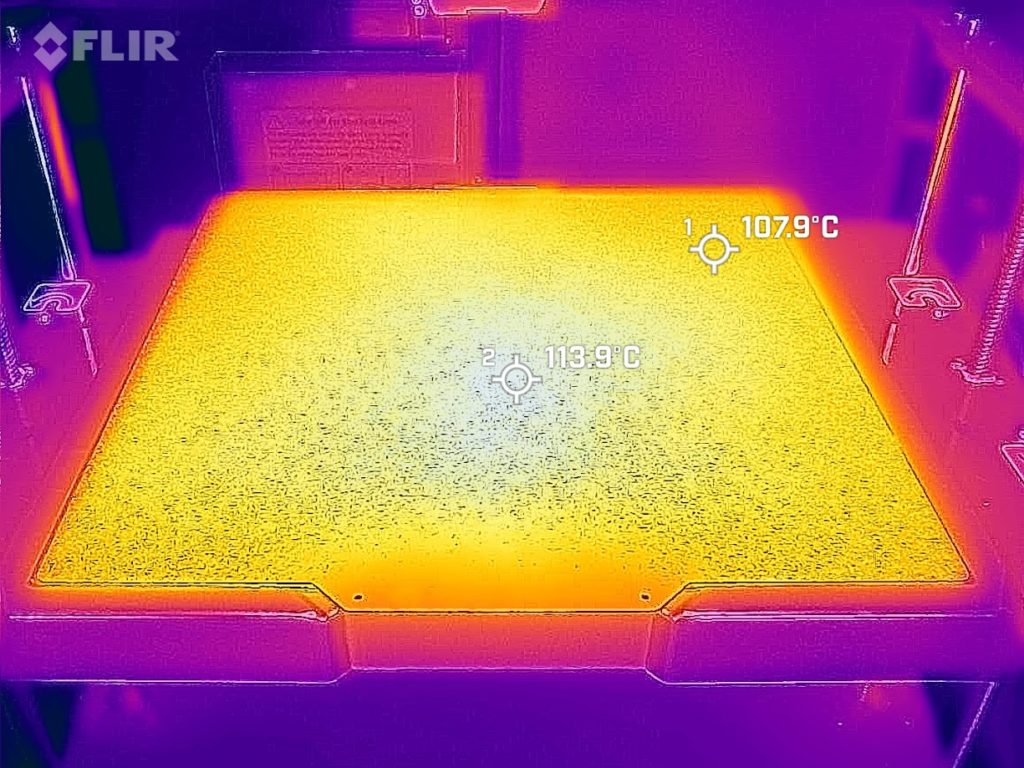
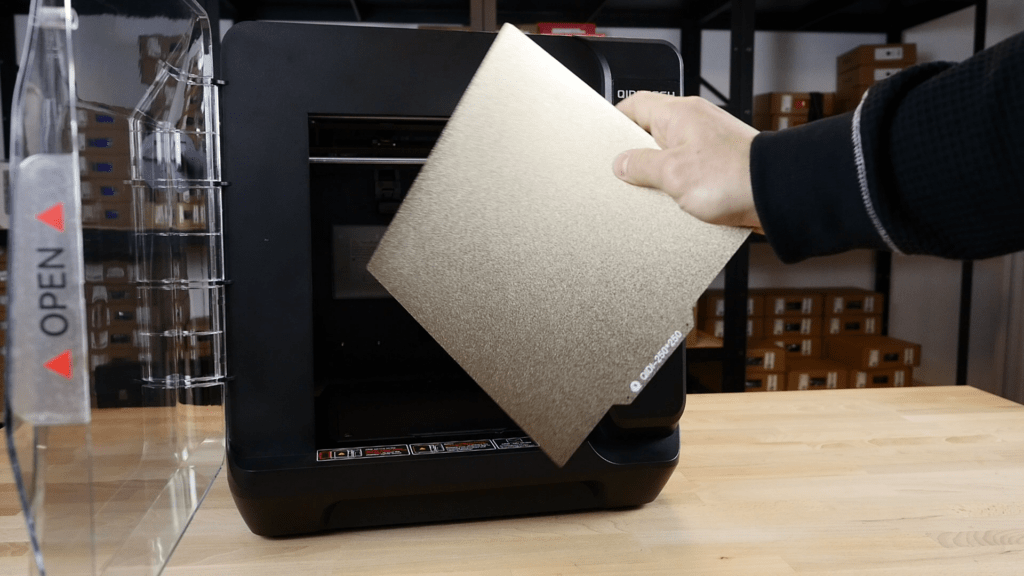
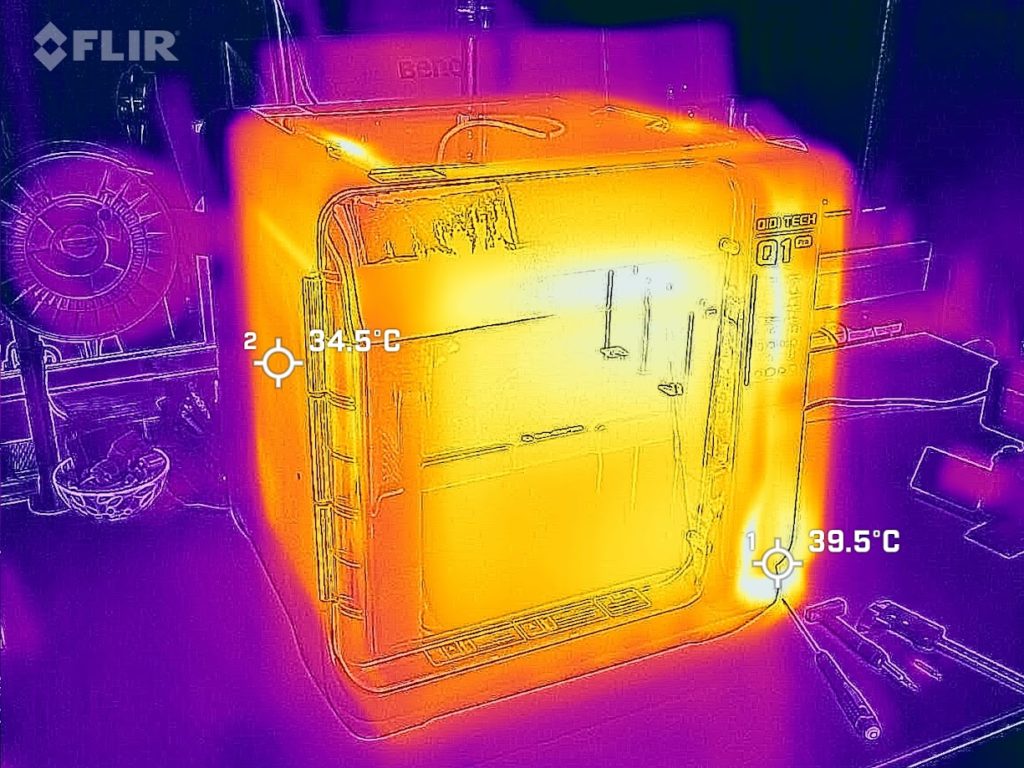
Wie bereits erwähnt, ist der Plan ein 245X245 mm und das technische Datenblatt verspricht eine Temperatur von 120°. Mit Wärmebildkamera und Laserpointer Ich habe tatsächlich etwa 115° gemessen und in weniger als 10 Minuten erreicht (es dauert etwa 6 Minuten, bis 90° erreicht sind). Schön gleichmäßige Temperatur auch an den Seiten und ohne Stellen, die deutlich heißer sind als andere. In Q1 PRO finden wir eine 24V beheizte Oberfläche angetrieben von einem Netzteil mit ca. 350 W. Abgerundet wird das Bild durch die klassische „strukturierte“ Magnetplatte aus doppelseitigem PEI. Es gibt keine Platten mit unterschiedlichen Oberflächen, aber da es sich um magnetische Platten handelt, ist es nicht schwierig, konkurrenzfähige Platten in der richtigen Größe zu finden.
Die Neuheit liegt in der Nivellierung des Plans: Statt Neuheit sprechen wir von Redundanz oder „Benutzerfreundlichkeit“, die vorgenommene Ergänzung war nicht wirklich notwendig. Grundsätzlich nivelliert sich der Drucker mit 2 Sensoren:
- Das von Nähe Wie beim X PLUS 3 kümmert es sich um die tatsächliche Nivellierung des Flugzeugs und die Erfassung der Punktmatrix des Flugzeugs (verwendet KAMP als Plugin).
- 3 Wägezellen unter der Oberfläche: Genau wie bei Creality K1 und Bambu Lab, aber im Gegensatz zu letzterem dient es nicht der Nivellierung der Oberfläche, sondern ausschließlich der Berechnung des Z-Versatzes. Mit nur dem Näherungssensor oder einer klassischen Sonde wie beim X MAX 3 ist es bei jedem Eingriff an der Düse/Düse immer notwendig, den Z-Versatz der ersten Schicht neu einzustellen. Bei Wägezellen ist dies nicht erforderlich, da der Drucker diese Höhe für jeden Druck einfach durch Berühren der Ebene in der Mitte kalibriert.
- Es gibt eine Kalibrierungsroutine „alten Stils“. Dadurch können Sie mit den 3 Knöpfen der Wägezellen die Oberfläche so auf dem Blatt Papier ausrichten, dass während des Druckens ein minimaler Ausgleich durch die Firmware erzielt wird.
- Das Endergebnis des Nivelliernetzes ist gut, es gibt nichts zu berichten, aber ganz sicher keine entzerrte Ebene. In meinem Fall eine Abweichung von ca. 0,3 mm zwischen dem höchsten Punkt und dem tiefsten Punkt. Achten Sie wie üblich darauf, das Nivelliernetz für die Ts im oberen Stockwerk zu erneuern ...

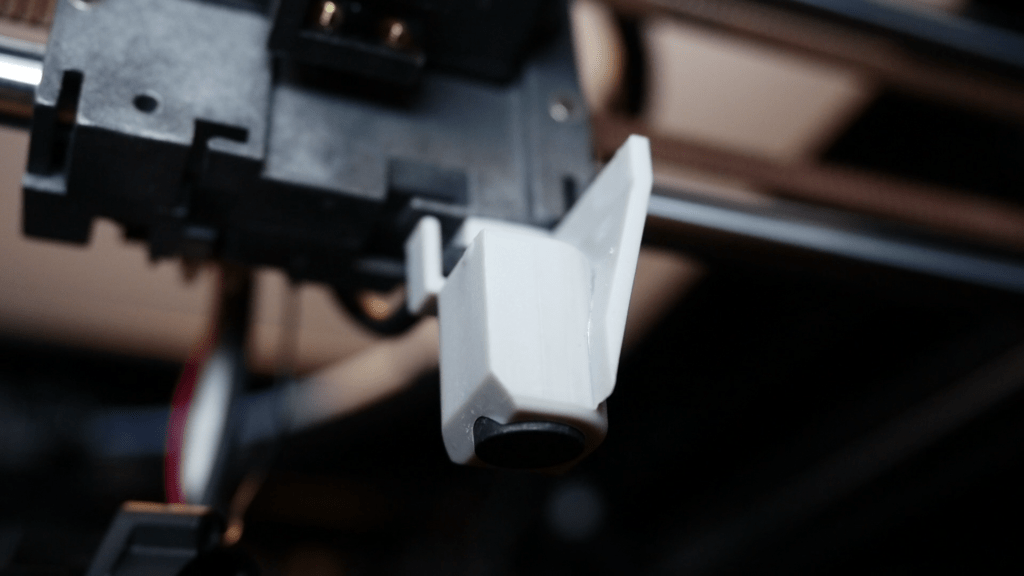
Da eine Kalibrierung mit den Wägezellen durchgeführt wurde, trat möglicherweise kein Problem auf Düsenreinigungssystem ? Zuerst dachte ich, es wäre eine Kopie/Einfügung des Bambu Lab-Modells, aber in Wirklichkeit stellte sich heraus, dass es völlig anders und gleichzeitig effektiv war. Es ist schade, dass es den Anschein hat, als würde es sofort zerlegt werden, aber alles ist in Ordnung, es scheint trotz starker Bewegungen und Biegungen widerstandsfähig zu sein. Der Mechanismus wird aktiviert, wenn der Schlitten eine bestimmte Position erreicht, ihn mit einem Hebel herausschiebt und dann mit der gesamten Düsenreinigungsroutine beginnt: Vorheizen, Extrudieren, Reinigen auf einer Walze und abschließendes Reinigen der Düse auf einem ähnlichen Pad (dort). sind Ersatzstücke im Paket). Ich finde diese Lösung viel geeigneter als die von Creality K1 und Bambu gewählte Lösung, bei der die Düse durch Wischen in einem Bereich der Oberfläche gereinigt werden soll (beim K1 C wird ein Silikonpad angebracht). Endlich ein kleiner (und praktischer) Abfallsammelkorb.
Ich habe kein besonderes Verständnis für den Näherungssensor denn es zwingt Sie dazu, Druckflächen zu verwenden, die tatsächlich vom Sensor erkannt werden (ferromagnetisch). Wenn Sie beispielsweise versuchen, eine Glasplatte zu verwenden, erfolgt die Erkennung der Platte an der darunter liegenden Basis (sofern diese diese aufnehmen kann) und nicht an der eigentlichen Glasoberfläche. Es wäre schön gewesen, die doppelte Möglichkeit zu geben, eine mögliche vollständige Messung mit den Wägezellen anstelle des Näherungssensors durchführen zu können, indem man mit den Konfigurationsdateien herumspielt, wenn man möchte, wäre es möglich, es zu versuchen...
Extruder und Hotends
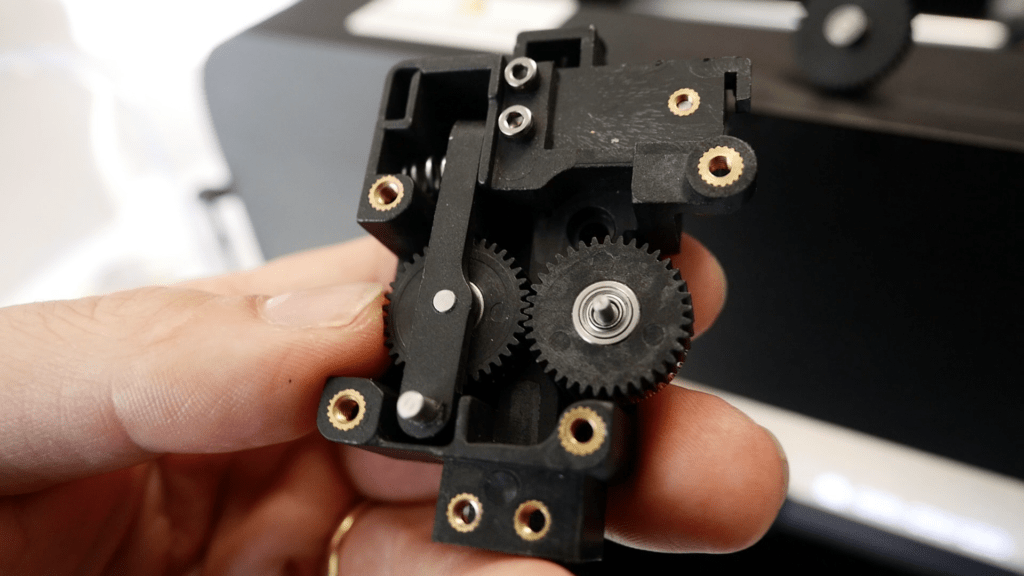
Der Teil, der den Feeder/Extruder betrifft, bleibt im Vergleich zum X PLUS 3 unverändert. Doppeltes Rändelrad „groß“ aus Stahl, gemischte Zahnräder aus Kunststoff/Stahl, nicht einstellbare Federvorspannung, die eine der beiden Rändelungen gegen die andere drückt. Die Filamentführung ist gut gelungen und eignet sich auch zum Drucken flexibler Filamente. Sehr einfache, aber effektive Extrusionseinheit, bereits gründlich getestet auf dem X PLUS 3 mit hervorragenden Ergebnissen. Auch die Zugänglichkeit für die Wartung ist sehr gut, mit zwei Schrauben bleibt der gesamte Feeder in der Hand und Sie können in Ruhe von der Werkbank aus arbeiten. Schade, dass man beim Hotend die komplette Rückabdeckung (4 Schrauben) entfernen muss, um den Lüfter und die Sensorpins zu entfernen.
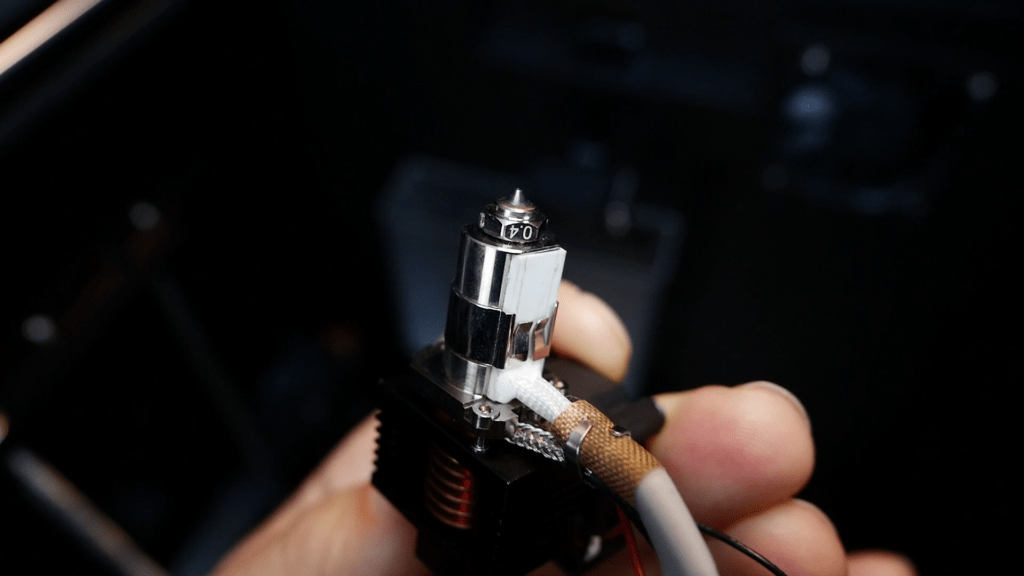
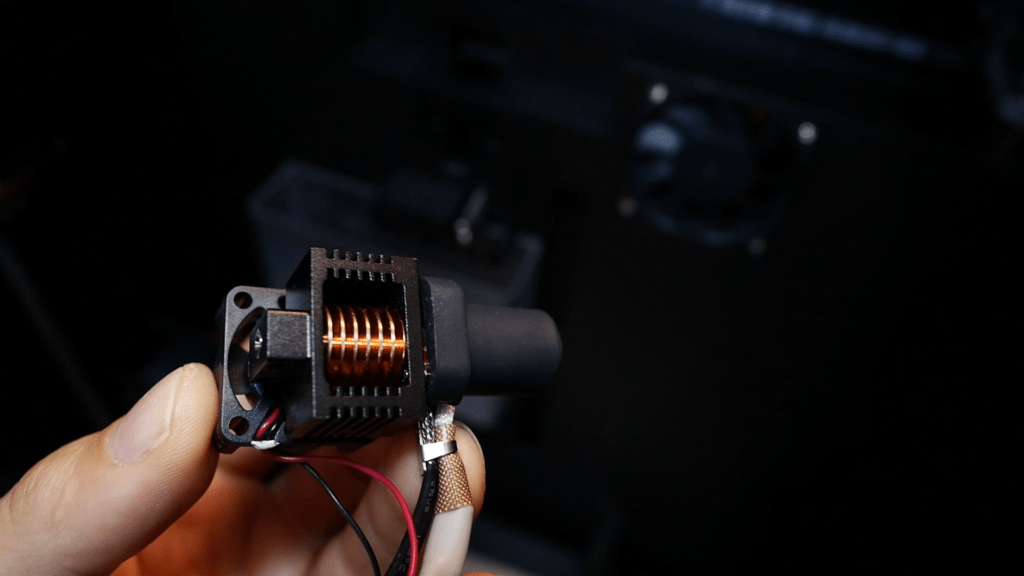
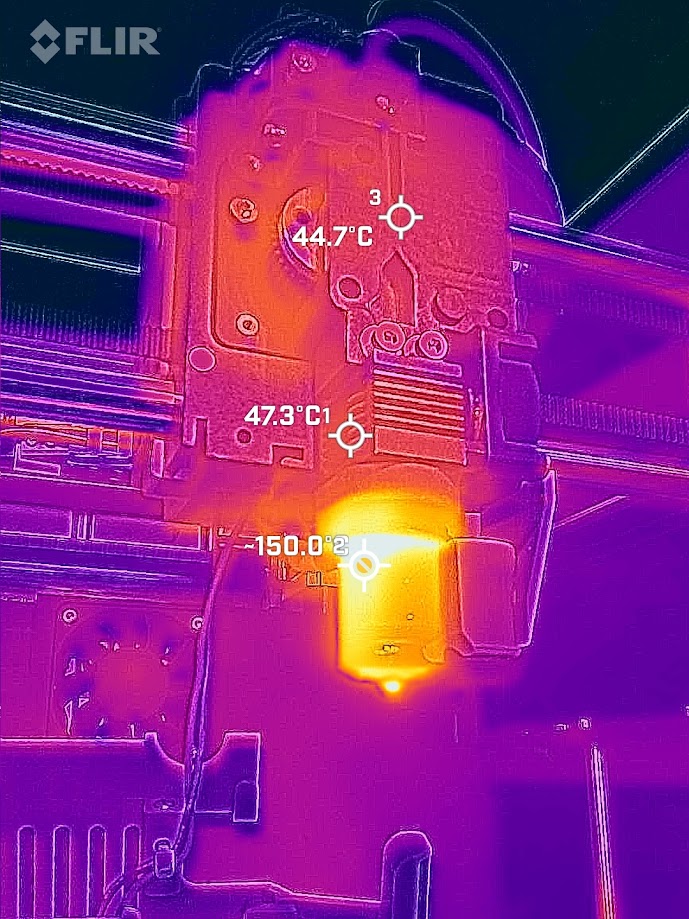
Das Hotend ist komplett neu, länger und mit einer etwa 5 mm längeren „Schmelzzone“. Auch der Kühlkörper ändert sich und wechselt vom gerippten Aluminiumblock zu einem Aluminiumgehäuse mit einem Kupferstrahler im Inneren. Üblicher Bimetall-Kupfer/Stahl-Hals, während die 3 Bolzen den Hals fest am Heizblock halten, um zu verhindern, dass er beim Düsenwechsel bricht. Letzteres ähnelt dem E3D Volcano, ist aber in Wirklichkeit etwas kürzer, es ist vom „Bimetall“-Typ (auch...) mit einem Außenteil aus vernickeltem Kupfer der einzige Stahlstift (es ist eine Einfügung). Dadurch werden die Vorteile der Wärmeleitfähigkeit von Kupfer mit der Verschleißfestigkeit von Stahl kombiniert. Es eignet sich sowohl für den Druck gefüllter Materialien als auch für klassisches PLA und PETG. Maximaltemperatur 350° tatsächlich erreicht, wirklich schnell warm ausgehend von Raumtemperatur (0-280° in 1 Trockenminute)
NOTIZ: Wie bereits mehrfach erwähnt, ist es beim Arbeiten in einer geschlossenen und beheizten Kammer notwendig, die im Extruderbereich auftretenden Temperaturen zu berücksichtigen. Drucken Sie PLA oder PETG NICHT bei geschlossener und erhitzter Kammer, da sonst das Gerät nach kurzer Zeit blockiert!
HINWEIS 2: Die Schutzhülle ist nun magnetisch und nicht mehr verriegelbar. Allerdings finde ich die Magnete wirklich nicht „stark“, muss aber darauf hinweisen, dass sie sich trotz der Beschleunigungen auf 20K nie gelöst haben.

Dann gibt es noch zwei neue Features rund um die Filamentsteuerung: ein sehr intelligenter und einer möglicherweise SEHR intelligent aber schlecht genutzt :
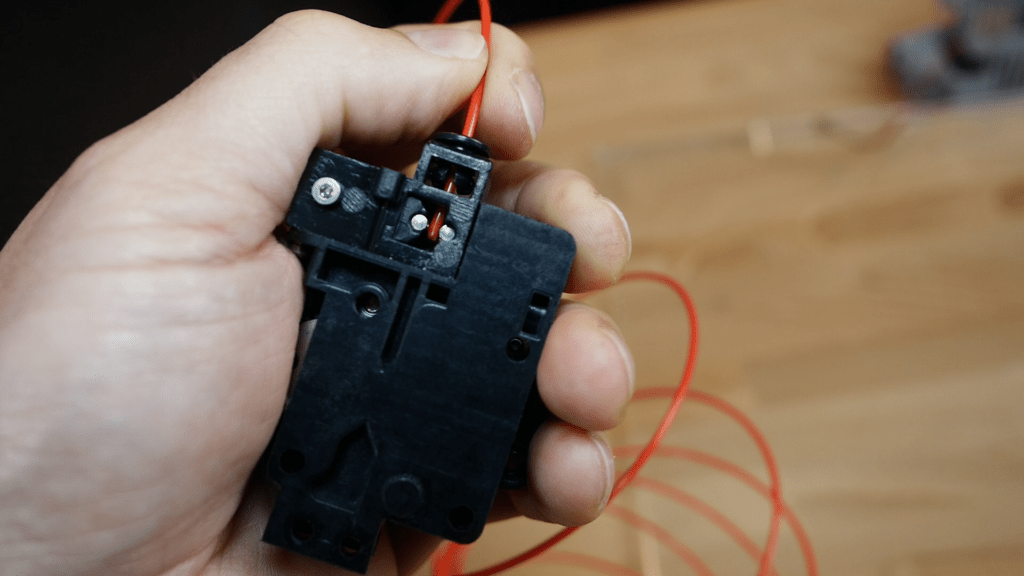
- An der Stelle, an der das Filament eingeführt wird, ist ein neuer Sensor aufgetaucht, dessen Konzept sehr einfach ist, der jedoch nur bei einer Gelegenheit wirksam ist: wenn die Spule verdreht ist . Der Sensor besteht aus einem kleinen Schieber, der auf einer Feder montiert ist und sich nur bewegt, wenn der Extruder das Material zieht, die Spule sich jedoch nicht abwickeln möchte. Je mehr er zieht, desto mehr bewegt sich der Schieber, wodurch der Sensor aktiviert und der Druck unterbrochen wird. Wirklich einfach, aber effektiv . Wir müssen nur kurz die Betriebszeiten überprüfen, die meiner Meinung nach etwas spät eintreten. Hinweis: Dieser Sensor greift NICHT ein, wenn das Filament im Extruder stecken bleibt. Es handelt sich also nicht um einen Drehgeber, der das Gleiten des Fadens erkennt.
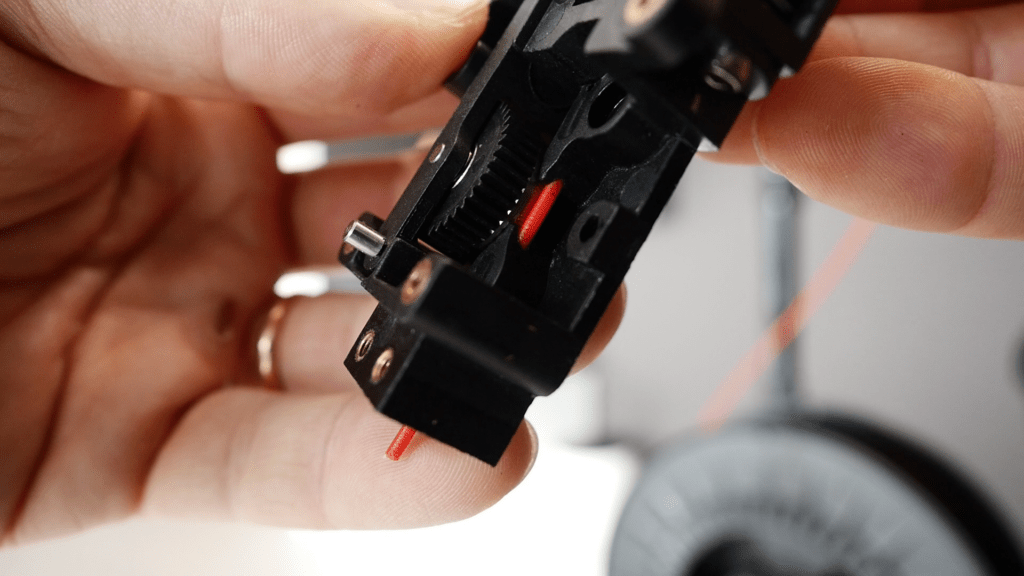
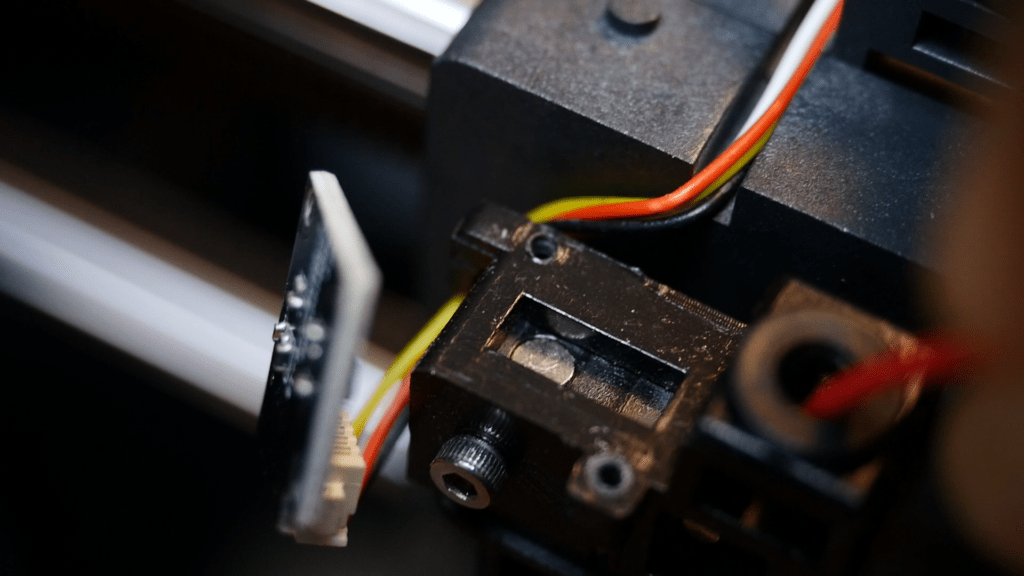
- Am Extrusionskopf, am Eingang des Filaments, ist eine kleine gedruckte Schaltung entstanden, die nichts weiter als eine ist Filament-Anwesenheitssensor . Auf den ersten Blick sieht es aus wie der klassische „Ist da oder ist nicht da“-Sensor, aber als ich mir seine Herstellung genauer ansah und die in den Klipper-Konfigurationsparametern eingegebenen Daten verglich, entdeckte ich, dass es tatsächlich so ist ein Hall-Effekt-Sensor zur Messung des Filamentdurchmessers ! Schade, dass Qidi mir per E-Mail bestätigt hat, dass es nicht für die Messung aktiviert wurde, sondern nur für das Vorhandensein oder Fehlen des Filaments. Ich habe jedoch überprüft, dass der Sensor funktioniert und dass es möglich wäre, ihn zu aktivieren, um die Flussschwankungen basierend auf dem Filamentdurchmesser auszugleichen. Einziger Hinweis: Die Durchmessermessungen sind nicht perfekt , es gibt Referenzkalibrierungswerte, aber es kann sein, dass jeder Sensor mithilfe von Stäben mit kalibriertem Durchmesser fein kalibriert werden muss. Deshalb haben sie es wahrscheinlich nicht mit dieser Funktion aktiviert.
Elektronik / Konnektivität / Firmware
Ich kopiere den Teil des Testberichts zum X PLUS 3 und füge ihn mit einigen Änderungen ein:
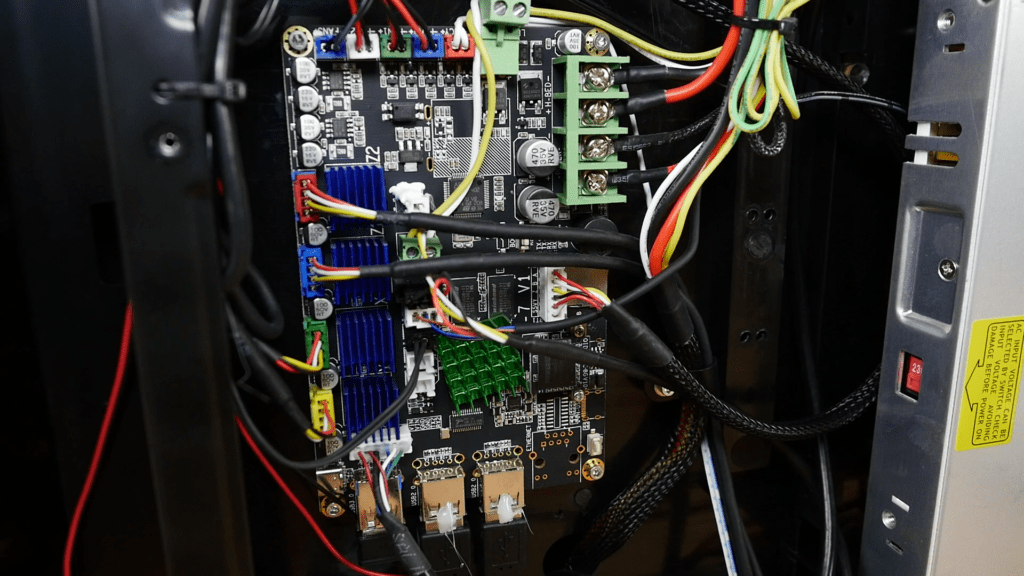
Es gibt nicht viel zu sagen, die Karte ist eine MKS mit einem Cortex-A53 64-Bit-Prozessor mit 1,5 GHz und 1 GB DDR3-RAM . Kurioserweise wird im Vergleich zur klassischen MicroSD eMMC-Speicher (Wechselspeicher) verwendet 32 GB . Die Firmware, die alles verwaltet, ist der berühmte Klipper, der direkt von dieser Karte installiert und verwaltet wird. Über die Schnittstelle lässt es sich bequem aus dem lokalen Netzwerk steuern FLÜSSIGKEIT (eine Alternative zum Großsegel). Alles bequem zur Hand , Grafiken, Berichte, Konfigurationsdateien: Hervorragend für Geeks, für weniger erfahrene sollte zumindest der Teil, der sich auf die Firmware-Einstellungen bezieht, blockiert werden. Es scheint auch eine Smartphone-App zur Fernsteuerung zu geben, sie scheint sich in der BETA-Phase zu befinden und ich habe sie noch nicht getestet. Wer es möchte, findet es unter diesem Link.
NOTIZ: Endlich ist auch die Webcam erschienen! Es ist nicht mehr erforderlich, es separat zu kaufen.
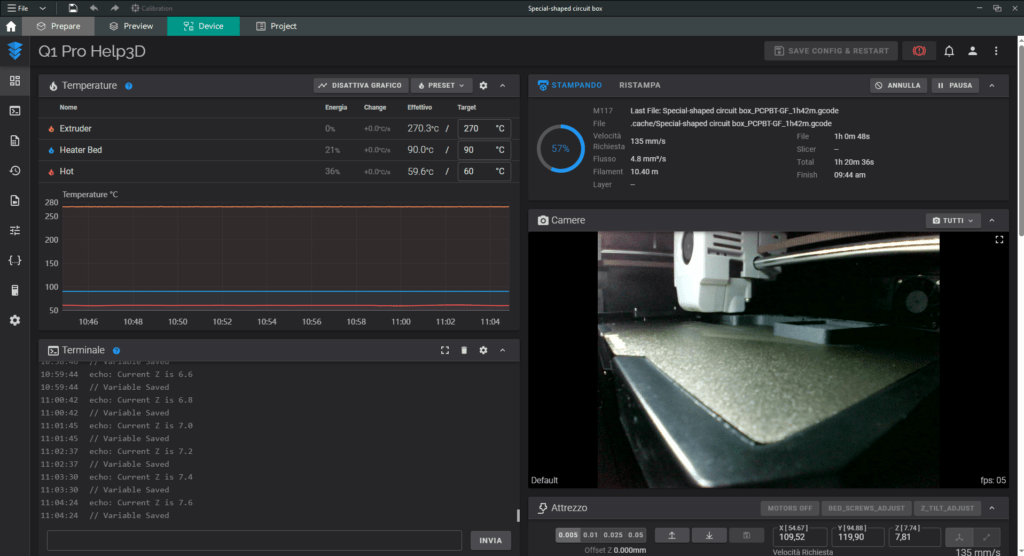
Der Monitor ist immer ein 4,3-Zoll-Touch-Monitor, keine schöne Benutzeroberfläche, aber alle Funktionen, die der durchschnittliche Benutzer benötigt, sind vorhanden und leicht erreichbar. Was die Grafik angeht, liegen wir ein paar Schritte unter K1 oder Bambu , in Wirklichkeit habe ich herausgefunden, dass sie nicht einmal Klippy Screen verwenden, sondern eine Version von ihnen, die seriell mit Klipper kommuniziert, ich verstehe nicht warum ... Außerdem Das Laden der Vorschauen ist recht langsam.
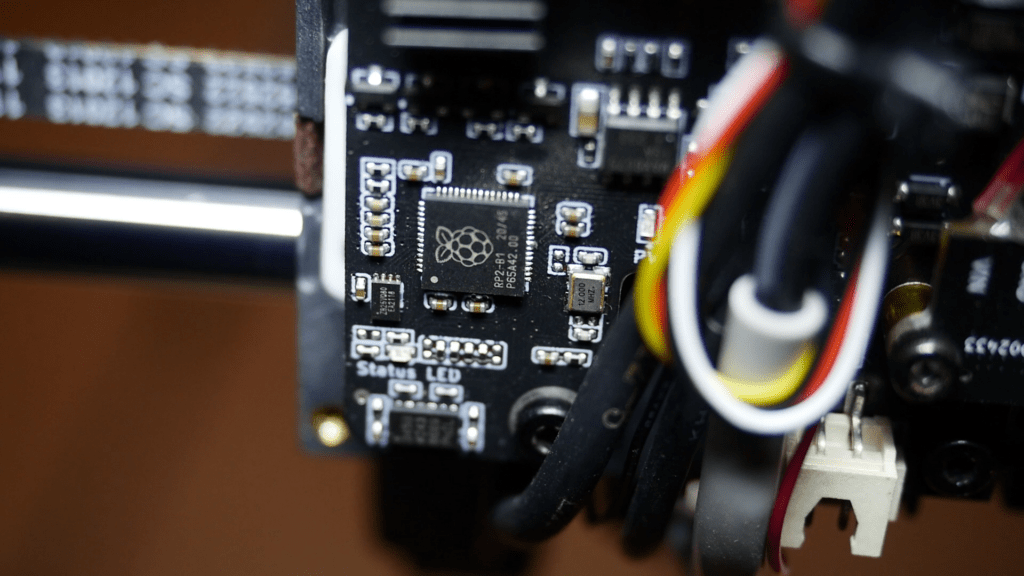
TMC2209-Treiber für die Z-Achse, während TMC2240 für X und Y mit sensorloser Referenzierung. Separate Hotend-Verwaltungsplatine, die mit dem CAN-Bus-Protokoll kommuniziert, über eine eigene dedizierte MCU verfügt und sowohl den TMC2209-Extrudertreiber als auch den ADXL345-Beschleunigungsmesser zur Erkennung von Resonanzfrequenzen und zur Anpassung der Eingangsformung integriert. Daran werden dann die Lüfter und der Filament-Anwesenheitssensor angeschlossen.
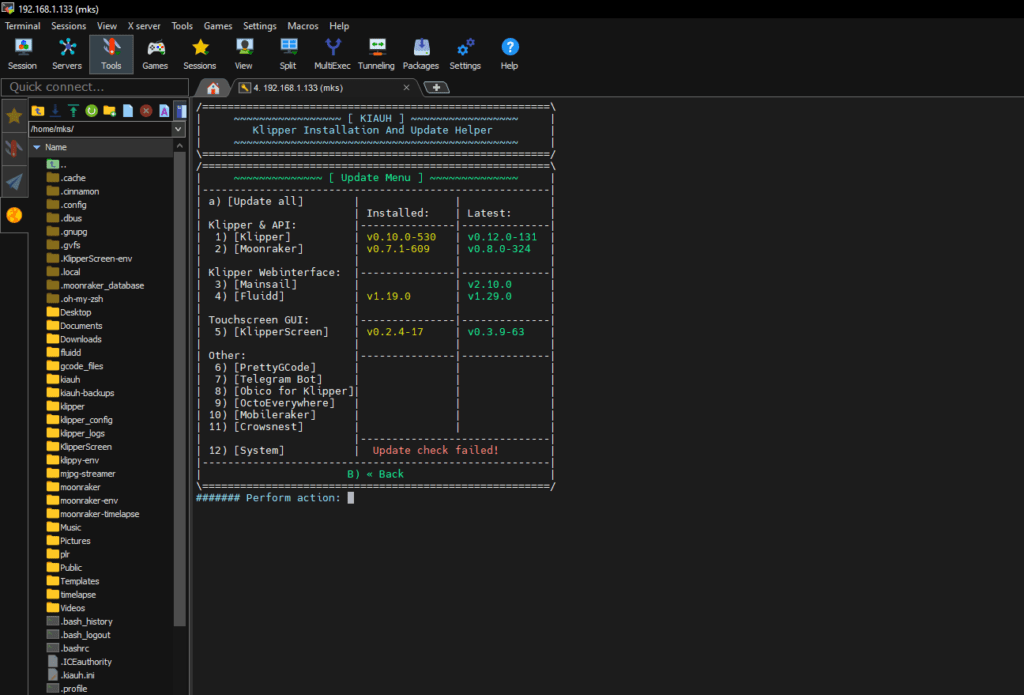
WIFI-Konnektivität (Warum haben sie einen USB-Stick eingesteckt?), Ethernet nicht vorhanden, auch wenn die Karte dafür geeignet ist. Externer USB-Anschluss zum Hochladen von Dateien von einem Flash-Laufwerk verfügbar. Wie bereits erwähnt, wird eine Version von Klipper gemountet, auch wenn diese tatsächlich sehr alt ist, die Veröffentlichung stammt aus dem Jahr 2022. Das Gleiche gilt auch für die Fluidd-Schnittstelle. Ich verstehe immer noch nicht, warum sie nicht über die neuesten Klipper-Veröffentlichungen auf dem Laufenden bleiben wollen. Ich kann verstehen, dass sie ein paar Monate im Rückstand sind, aber nicht Jahre! Ohne dieses „Problem“ funktioniert der Drucker genauso gut und das ist es, was zählt. Aber es wäre nicht schlecht, es auf die neuesten Sicherheits- und Funktionsversionen zu aktualisieren ...
Für die QIDI-Freaks Er hielt es für angebracht, es nicht zu blockieren und die SSH-Verbindung offen zu lassen und frei zu lassen, was Sie wollen (natürlich auf eigenes Risiko). Dies sind die Anmeldedaten:
- Benutzername: root
- Passwort: Makerbase
Um Skripte nicht vom Root, sondern vom Benutzer auszuführen, hat QIDI bereits Folgendes erstellt:
- Benutzername: mks
- Passwort: Makerbase
Sie haben sogar KIAUH installiert 😀!
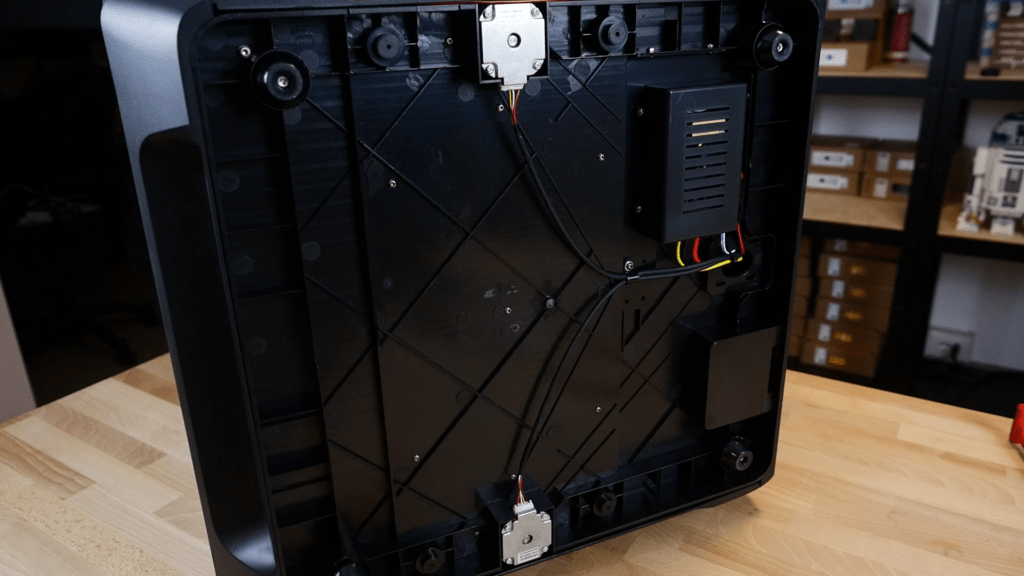
Vervollständigen Sie das Ganze einzelnes 350-W-Netzteil (es ist nicht MeanWell) wird verwendet, um die Heizung des Druckbetts und der gesamten angeschlossenen Elektronik (Motoren, Hotends, Karten, Lüfter usw.) zu verwalten. Weitere 300W Sie werden stattdessen absorbiert von Raumheizungsventilator, der direkt mit 220 V betrieben wird (mit einem speziellen Controller).
Als Slicing-Software bieten sie Qidi Slicer an, eine umbenannte Version von Prusa Slicer, für die jedoch bereits Profile verfügbar sind Orca-Slicer. Der Drucker verbindet sich direkt mit dem Slicer und Sie können Dateien an den Drucker senden und ihn steuern, ohne eine Webseite öffnen zu müssen.
Der beheizte Raum
QIDI-Arbeitspferd , es ist unbestreitbar, dass es mit technischen Filamenten seine großen Vorteile bringt. Erwarten Sie keine Krematoriumsofentemperaturen (er ist nicht im Geringsten isoliert), aber seine sehr ehrlichen 60° (65° werden durch ein Thermoelement erfasst) halten sie sehr gut. Aufgrund des geringen Druckvolumens hatte ich gehofft, dass das Aufheizen weniger Zeit in Anspruch nehmen würde als beim X PLUS 3. Von Raum-T auf 60° Raum (mit 90°-Oberseite) dauert es etwa 20 Minuten . Für den gesamten weiteren Druck bleibt er jedoch konstant und schwankt nicht im Geringsten.
Wenn Sie nach einem Drucker suchen, der nur PLA und PETG druckt, muss ich Sie leider enttäuschen, aber die Heißkammer ist nutzlos, im Gegenteil, sie verschlimmert die Situation und führt letztendlich dazu, dass Sie die Extrusion blockieren. Benutze es ALLEIN für Materialien, die dies erfordern (PC, PCPBT, ASA, ABS usw. usw.). PLA und PETG sollten sogar ohne Deckel und bei geöffneter Tür gedruckt werden!
In der Kammer befindet sich ein interner Regelventilator T, der nur Luft ausstößt. Es gibt keinen HEPA-/Aktivkohlefilter, aber er ist wirklich einfach anzuwenden. Ich frage mich nur, warum der Lüfter nicht direkt auf dem Außengehäuse aufliegt ... Durch die Art und Weise, wie er positioniert ist, wird die heiße Luft aus dem Raum tatsächlich teilweise auch in das Elektronikfach abgeleitet! Ich muss einen kleinen Luftkanal schaffen, der die Strömung direkt zum Gitter des Backcovers bringt und bei dieser Gelegenheit montiere ich auch einen kleinen Filter darauf.
Es knarrt viel weniger als das X PLUS 3 , ein Aspekt, auf den viele nicht achten, dem ich aber viel Aufmerksamkeit schenke. Denken Sie daran, dass das Gehäuse vollständig aus Kunststoff besteht und es ganz normal ist, dass sich der Kunststoff während der Aufheiz-/Abkühlphase absetzt!
NOTIZ: Das übliche Problem der Magnetspannplatte bleibt immer bestehen. Ein warmer Raum bedeutet nicht, dass es KEINE Verformungen gibt! Denken Sie daran, dass das Werkstück gut hochgezogen werden kann, wenn es an der Magnetspannplatte haftet. Die heiße Kammer schränkt dieses Phänomen nicht ein. Um es zu vermeiden, müssen Sie auf starre Spannfutter umsteigen. In diesem Fall Die Kombination ist gewinnend und endgültig gegen Verformung von Materialien wie ABS oder PC.
Leistung, Verbrauch und Lärm
Es nützt mir nichts, tausend Tests durchzuführen, alle diese neuen Drucker, die auf den Markt kommen, sind sehr schnell und drucken sofort sehr gut. Insbesondere die QIDIs leiden nicht unter X-Achsen-Vibrationsproblemen wie der Creality K1. Die einzige Vorsichtsmaßnahme besteht darin, die X-Stäbe IMMER sehr sauber zu halten, da sie nach einer Weile des Gebrauchs leicht hängen bleiben. Speziell für diejenigen, die ABS, ASA oder andere Füllstoffe drucken, die reichlich UFP abgeben. Gewöhnen Sie sich an, und das gilt für ALLE Drucker mit selbstschmierenden Buchsen, die X-Riegel gut mit Alkohol zu reinigen. QIDI empfiehlt dann, sie zu schmieren, aber ich persönlich reinige sie einfach und das war’s.
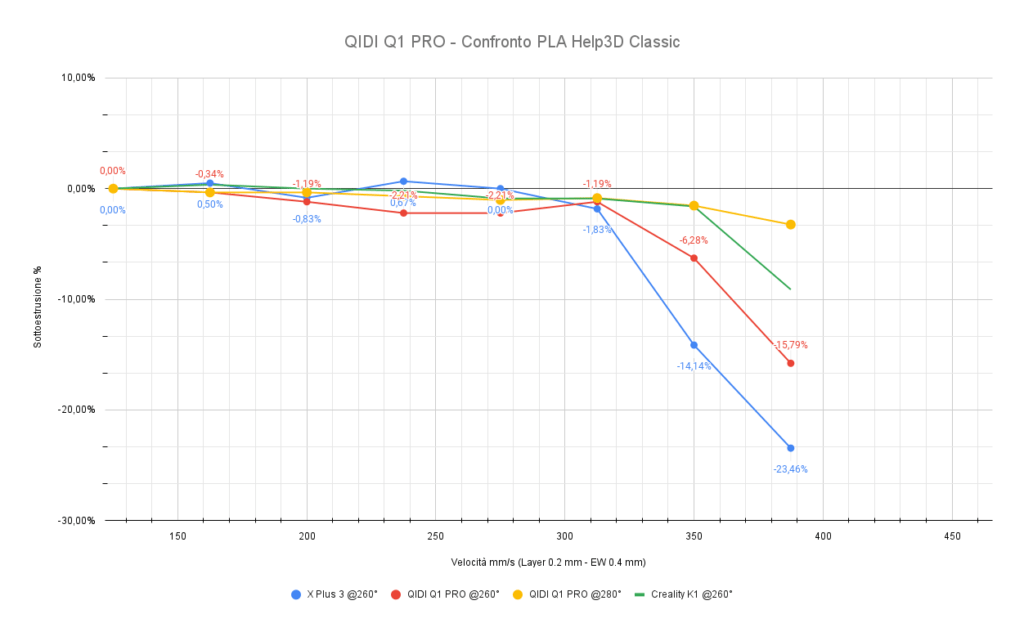
Der Q1 PRO Es fährt ziemlich schnell , es hält Beschleunigungen ab 20.000 m problemlos und auch Geschwindigkeit über 300 mm/s . Aber hören wir mit dieser hektischen Suche nach extremer Geschwindigkeit auf ... Wir sind bereits mit Geschwindigkeiten unterwegs, die vor 2 Jahren undenkbar waren. Insbesondere möchte ich darauf hinweisen, dass technische Materialien, insbesondere gefüllte, NICHT kann mit hoher Geschwindigkeit gedruckt werden. Wenn Sie Geschwindigkeitsrennen fahren möchten, bleiben Sie bei PLA und etwas PETG oder ABS, aber wenn Sie müssen, bleiben Sie bei funktionell Bei einigen Materialien muss man sich die Hände küssen, wenn man 150 mm/s erreicht.
Obwohl das Hotend über eine 5 mm längere „Schmelzzone“ als das X PLUS 3 verfügt, bietet es keine wesentlich bessere Leistung. Mit dem 280° PLA ist mir das natürlich gelungen Volumenströme nahe 30 mm3/s (etwa 370 mm/s tatsächliche Druckgeschwindigkeit), aber wir befinden uns an wirklichen Grenzwerten. Für PLA sind 250/300 mm/s mehr als fair und mit diesem Drucker in vollem Umfang erreichbar. Ich habe mich nicht mit Tests anderer Materialien beschäftigt, da die Ergebnisse durchaus mit denen des X PLUS 3 vergleichbar sind.
Apropos Konsum Die Rechnung geht schnell, es hängt alles davon ab, ob Sie die Heißkammer verwenden oder nicht. Bei ALL ON beträgt die maximale Absorption etwa 630/650 W. Wenn Sie hauptsächlich PLA und PETG drucken, verbrauchen Sie durchschnittlich 100 W pro Stunde. Wenn Sie hauptsächlich mit einer geschlossenen und beheizten Kammer drucken, steigt der durchschnittliche Verbrauch je nach Bedarf auf etwa 350/450 W die Umgebung, in der der Drucker aufgestellt ist. Ich erinnere mich, dass der Raum nicht isoliert ist und daher dazu neigt, einen Großteil der erzeugten Wärme abzuleiten.
Endlich ist es „etwas“ leiser. Im Heißraummodus, bei dem nur der interne Heißluftventilator und der kleine Ventilator hinter der Karte vorhanden sind, es pendelt sich bei etwa 44 dB ein bei geschlossener Tür und Deckel. Öffnen Sie einfach eines der beiden und Sie erreichen problemlos über 50. Die Situation wird schlimmer, Wie bei allen Druckern sind alle Lüfter eingeschaltet: der Lüfter, der auf das Teil bläst, und der Hilfslüfter, der bei hoher Geschwindigkeit besser kühlt. Leider liegen wir wie immer bei über 60 Db...
Schlussfolgerungen
Ich bin sauer, dass ich das X PLUS 3 verkauft habe, sie werden so schlecht sein, wie Sie wollen, aber ... diese QIDIs funktionieren gut. Natürlich haben sie wie alle Drucker ihre Probleme (siehe die glasfaserverstärkten Kunststoffe, die in manchen Fällen brechen), die Firmware ist nicht besonders optimiert und aktualisiert, aber ... sie drucken. Und sofort gut, ohne dass ein Eingriff erforderlich ist.
Wenn wir über nackte Vergleiche sprechen:
- Es gewinnt im Vergleich zu K1/K1C (gleiches Druckvolumen) wie „out of the box“-Qualität und angebotene Ausstattung. Allerdings verliert es deutlich an Optimierung und Firmware-Aktualisierung, LCD-Grafik und ästhetischem Erscheinungsbild. Auf die endgültige Druckqualität wirkt sich ein „angepasster“ K1 genauso gut aus. Auf der Preisseite, jetzt wo die Q1 PRO Es ist dem K1C auf jeden Fall vorzuziehen, sie stehen in direktem Kontrast und es liegt an Ihnen, das Modell auszuwählen, das Ihnen am besten gefällt.
- A Bambu Lab P1S Heute ist es zu einem höheren Preis erhältlich, in Bezug auf Ästhetik und Software-/Firmware-Optimierung gibt es keine Geschichten. Bambu gewinnt derzeit vor allem. Wenn wir über reine Leistung sprechen, Der Qidi ist dem P1S überlegen . Leistungsstärkeres Hotend, höhere Kochfeld- und Hotend-Temperatur, verfügt über eine Heißkammer und einen doppelten Nivellierungssensor. Und es kostet deutlich weniger. Wenn es um die Druckqualität geht, wird Sie die Wahl des einen oder anderen nicht ändern. Wenn Sie mehrfarbig mögen, nehmen Sie Bambu, wenn Sie mit einer Heißkammer drucken müssen, dann entscheiden Sie sich für QIDI!
Ich habe mit dem Q1 PRO praktisch nichts gedruckt, sehr wenig. Wie üblich konzentriere ich mich beim Test mehr auf andere Aspekte und merke sofort, ob ein Drucker so funktioniert, wie er soll, oder ob er wie beim K1 Mängel aufweist. Bei diesem Q1 PRO musste ich überhaupt nichts tun, einfach anschließen, den drei ersten Kalibrierungsbildschirmen folgen (merkwürdig, dass sie beim ersten Start nicht die Eingabeformung und Druckbettanpassung vornehmen ...) , den Draht laden und nach der Kammerheizzeit (20 Minuten) konnte ich bereits drucken PCPBT mit Glas beladen. Es handelt sich sicherlich um einen Drucker, den ich so schnell nicht verkaufen werde, und ich werde ihn weiterhin testen, indem ich darauf drucke, wie ich es mit dem X PLUS 3 getan habe (um ehrlich zu sein, nicht sehr oft genutzt...).
Was willst du mehr? Gut gemacht, Qidi , ein nicht schlechtes Produkt für den Preis, zu dem es angeboten wird!
Quelle: help3d.it

 https://www.instagram.com/3digital.tech/
https://www.instagram.com/3digital.tech/